ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Как правильно паять паяльником и что нужно для работы. Правильная пайка
Как правильно паять паяльником и что нужно для работы
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Условия эффективной пайки
Чтобы лучше справиться с этой операцией, нужно учитывать следующие моменты:
- чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;
- температура плавления. Припой должен становиться податливым при меньшем количестве градусов по Цельсию, чем соединяемые элементы. Если не учесть этот аспект, можно оказаться в ситуации, когда все придется переделывать, ведь в месте сочленения не сформировалась нормальная кристаллическая решетка.
Подбор расходников
 Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
- активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разновидности паяльников
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
- Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.
- Паяльные станции. Для поддержания температуры используется термоконтроль. Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь, в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить. Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
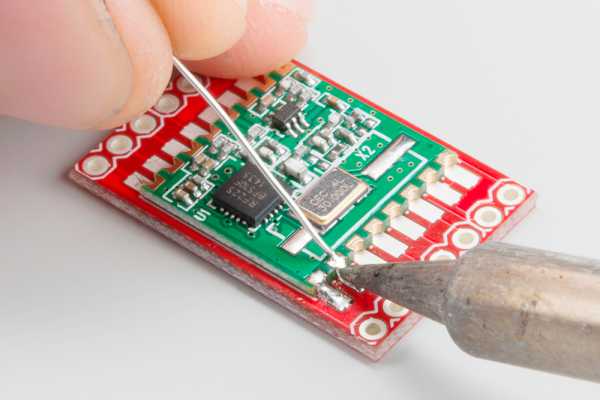
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
- Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.
elektro.guru
Как пользоваться паяльником: ликбез по правильной пайке
Чтобы начать, нужно определиться, какой паяльник у вас. Наиболее распространены стержневые и импульсные паяльники (пистолеты), поэтому в этой статье больше внимания будет уделено им.

Чем отличается стержневой паяльник от импульсного: принцип работы
Стержневой паяльник называется так потому, что он выглядит как стержень или ручка для письма. Держится он так же, как и ручка, но не у основания стержня, за рукоятку. Чаще всего рукоятка деревянная, пластиковая или резиновая. Реже встречаются паяльники с керамической рукояткой.
Ни в коем случае нельзя держаться за металлические части, потому что во время работы они нагреваются. Многие допускают ошибку, хватая паяльник возле жала (рабочая часть на конце стержня). Заканчивается это ожогами. Поэтому второй раз такую ошибку не совершают, хотя случаи были.
С паяльником-пистолетом проще разобраться. Его нужно держать за пистолетную рукоятку.
Отличаются два этих паяльника типом нагрева. Стержневой греется всё время после включения в розетку. А импульсный греется только тогда, когда зажат курок. У большинства моделей импульсных паяльников под жалом есть лампочка, которая подсвечивает детали схем.
Подготавливаем всё необходимое
Всё начинается с подготовки рабочего места и инструментов. Уберите со стола всё лишнее и включите свет. Понадобятся: паяльник, припой (олово или свинец), флюс (канифоль), пинцет или плоскогубцы и губка.
Олово и его сплавы считаются легкоплавким припоем, а свинец – тугоплавким. Хотя тут всё зависит от сплава. Если вы купили паяльник мощностью от 5 до 40 Вт, используйте легкоплавкий припой.
Припой нужен для того, чтобы соединять между собой элементы цепи. Но нужно не просто накапать его на место пайки, а убедиться, что припой попал в зазоры между контактами. Тогда получается более высокая проводимость и прочность.
Канифоль нужна для того, чтобы предотвратить окисление металлов, изолировав их от кислорода. Новички, кстати, могут использовать припой уже с добавлением канифоли.
Включите паяльник и подождите пару минут, пока жало не разогреется. Затем нанесите на него немного припоя и флюса. Губку смочите водой и протрите жало. Так паяльник очищается от старого, окислившегося припоя.
Во время пайки придётся периодически повторять эту процедуру. Только не держите мокрую губку на жале слишком долго – паяльник остынет, и придётся начинать сначала.
Как правильно паять

Теперь, когда всё готово, можно приступать. Будет лучше, если вы сначала потренируетесь на чём-нибудь, перед тем, как начать паять то, что вы хотите.
Новичкам советуют начать с такого упражнения:
Берём кусок провода и делим его на 12 одинаковых кусков. Затем спаиваем концы между собой, чтобы получился куб. Куски провода должны быть голыми (можете взять уже голый провод или просто снять изоляцию). Брать их можно исключительно плоскогубцами или пинцетом.
Это поможет вам привыкнуть никогда не брать детали голыми руками и сохранять их в неподвижном состоянии, пока контакт не остынет.
После того, как ваш куб будет готов, возьмите его в ладонь и сожмите. Ни один контакт не должен разойтись. Если он всё-таки разошёлся, повторите упражнение ещё раз.
Когда вы наловчитесь соединять элементы, можете попробовать заняться лужением. Для этого возьмите кусок текстолита, и попробуйте провести на нём дорожки. Не обязательно перед этим как-то обрабатывать текстолит. Без обработки даже лучше – это научит вас контролировать процесс.
Современные платы очень маленькие, поэтому лужением нужно заниматься под микроскопом. Иначе вы просто выйдите за края дорожки. После пары попыток лужения обычная пайка покажется вам детским садом.
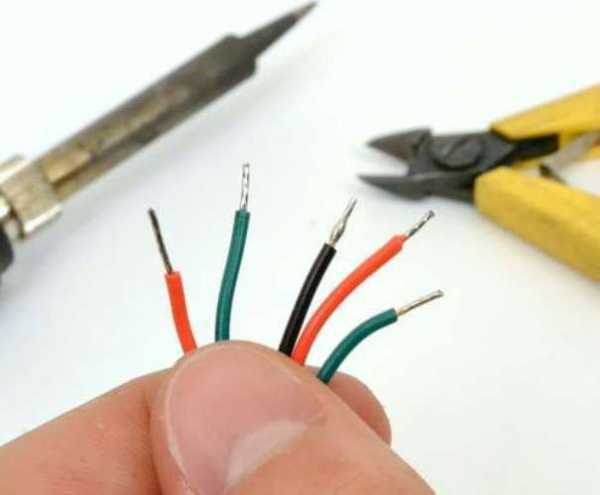
Также нужно немного потренироваться с изолированными проводами. Например, вы решили починить наушники. Там используются многожильные провода. Каждая жилка отдельно изолирована, не считая общей изоляции. И чтобы был хоть какой-то контакт, нужно снять изоляцию.
Делать это вручную долго и неудобно, но можно использовать паяльник. Возьмите немного припоя, а потом нанесите его на конец провода. Изоляция должна сгореть. Делайте это так, чтобы концы получились не слишком длинными. При этом припой должен полностью их обволакивать, чтобы контакт был везде.
Старайтесь аккуратно наносить припой, чтобы не задеть другие элементы цепи. Особенно, если паяете что-нибудь на печатной плате. В идеале припоя и канифоли должно быть минимальное количество. Как говорил Антуан де Сент-Экзюпери: «совершенство достигается не тогда, когда уже нечего прибавить, но когда уже ничего нельзя отнять».
Меры предосторожности
Это самая важная часть, с которой следовало бы начать. Некоторые пункты действительно упоминались на протяжении статьи – здесь они будут расписаны более подробно. Плюс другие правила.
- Паяльник держать строго за рукоятку.
- Детали брать исключительно плоскогубцами либо пинцетом. Так вы спасёте не только себя, но и детали, потому что на ваших пальцах могут быть кожные выделения (жир или пот) или статическое электричество.
- Не смотрите на плату под прямым углом. Тут дело не только в зрении, но и в парах припоя и флюса. Пары поднимаются вверх, и если вы будете их вдыхать, можете заработать заболевание дыхательных путей. Можете купить или сделать самодельную вытяжку – достаточно взять кулер от компьютера на 12 вольт и источник питания.
- Проветривайте помещение, в котором паяете. Пары могут въедаться в мебель или одежду. Поэтому лучше не паять в спальне, детской или кухне. Если места в квартире нет, выделите себе уголок у окна.
Это были несколько элементарных правил, которые нужно соблюдать всегда.
Заключение
Знаний, которые вы получили в этой статье, хватит, чтобы научиться паять. Для мелкого бытового ремонта этого хватит. Дальше вы сможете самостоятельно самообучаться путём проб и ошибок.
instrumentiks.ru
Как правильно паять паяльником | Сабвуфер своими руками
Каждый из нас хотя бы раз в жизни сталкивался с необходимостью пайки радиодеталей или же различных металлических предметов.
На нашем сайте мы расскажем вам, как правильно паять паяльником, раскроем секреты выбора всех принадлежностей для проведения правильной работы.
Научиться паять сможет любой новичок, было бы как говориться желание! Большинство радиолюбителей, которые сталкиваются с необходимостью пайки, приобретают специальные наборы. В такой паяльный набор кроме пинцета входит также паяльник электрический, баночка канифоли и олово для пайки.
При выборе паяльника рекомендуем вам обратить внимание на обычные инструменты имеющие мощность порядка 40 ватт. Приобретать более мощные паяльники для работы в домашних условиях нет надобности. Научившись правильно припаивать детали, вам будет вполне достаточно мощности 40 ватт.
Собрать для обычного паяльника регулятор мощности не составит никакого труда. Такой регулятор позволит сделать оборудование универсальным и удобным в использовании. Регулятор мощности для паяльника или паяльная станция своими руками можно найти в журналах «Радио». И так, как же правильно паять паяльником и какие инструменты для этого необходимы.
Припой для пайки
Для соединения металлических элементов при помощи пайки вам понадобится использовать специальный припой, который изготавливается из сплава олова и свинца в различных пропорциях. В настоящее время в магазинах предлагается два вида припоя, выполненного в виде проволоки или небольших трубок, заполненных флюсом.
Предпочтение рекомендуется отдавать проволочному припою, который отличается легкостью в работе. Различают припой по твердости и температуре плавления. Так, например наибольшей популярностью сегодня пользуется припой с маркировкой ПОС-60. Сокращение ПОС означает припой оловянно-свинцовый.
Первый цифры в 60 говорят о процентном содержании олова в сплаве. Тогда в этом материале содержится 40 процентов свинца. Цвет припоя зависит от содержания свинца. Чем припой темнее, тем больше в нем содержится свинцовых включений. Для бытового использования рекомендуется приобретать припой марки ПОС-60, который отличается повышенной прочностью и имеет температуру плавления в 190 °С.
Флюсы для пайки
Флюс представляет собой специальный дополнительный компонент, который предназначается для быстрого растворения и удаления окислов со спаиваемых деталей. Использование флюсов позволяет качественно защитить металлические элементы от окисления. Флюс обеспечивает качественное смачивание соединяемых поверхностей жидким припоем.
Флюсы позволяют не только очищать от окислов место соединения, но и снимают нагар с рабочей поверхности жала паяльника. Тем самым кардинальным образом повышается качество выполняемой работы.
В настоящее время наибольшее распространение из флюсов получила канифоль. Этот материал изготавливается на основе сосновой смолы. По своему внешнему виду канифоль напоминает янтарь и имеет прозрачный желтоватый оттенок.
Подготавливаем жало для паяльника
Приобретя новый паяльный набор вам необходимо подготовить его для работы. Жало паяльника необходимо обработать специальным образом, чтобы оно получило необходимую форму. Для этого вам потребуется использовать плоскогубцы, которыми мы предадим жалу необходимую форму двухгранного угла. Подготовив кончик жала можно включать паяльник в розетку. Однако использовать его для работы еще нельзя.
При первом включении происходит выгорание клейкого слоя, который использовался для склеивания слюды на обмотке нагревательного элемента. В данном случае может появиться неприятный запах и едкий дым, поэтому лучше первое включение в розетку паяльник проводить в хорошо проветриваемом помещении.
Устройство паяльника в разрезе
В качестве нагревательного элемента паяльника используется нихромовый провод, намотанный на металлическую трубку. В трубку вставляется специальный металлический стержень, который раскаляется под воздействием электричества.
Монохромный провод нагревается под напряжением и передает свое тепло медному стержню. Чтобы закодировать электричество используется специальный защитный кожух прокладка из слюды, которая позволяет надежным образом изолировать электричество и предотвращает поражение током.
Подставка для паяльника
В большинстве случаев паяльники предлагаются покупателям без подставок. Тогда как использовать этот предмет в качестве подставки затруднительно. Поэтому вам придется либо приобрести дополнительно, либо изготовить ее самостоятельно. Сделать самостоятельно подставку можно из металлической крышки от консервной банки и небольшого деревянного бруска.
В саму консервную банку можно складывать остатки флюса и припоя. На крышке консервной банки маркером наносим разметку будущей подставки. Крышку необходимо резать специальными ножницами по металлу. Соблюдайте осторожность, так как края у металлической крышки могут быть достаточно острыми.
После того как крышка будет вырезана ее необходимо обработать напильником и прибить к деревянному бруску при помощи двух небольших гвоздей. После того как паяльник прогреется при первом включение в течение 30 минут, необходимо проветривать помещение. Теперь прибор полностью готов к эксплуатации.
Обработка жала и обслуживание паяльника
После первого включения жало паяльника может приобрести темно-синий цвет. Необходимо обработать жало при помощи напильника, которым снимается окалина. После обработки напильником жало макаем в канифоль и закрепляем тем самым проведенную работу.
Жало должно покрыться с обеих сторон припоем, и приобрести характерный белый цвет. Такой цвет окончания паяльника будет сохраняться в течение всего срока эксплуатации. Следует помнить, что залогом выполнения качественной пайки является правильное обслуживание самого оборудования.
Припой должен быть равномерно распределён тонким слоем по поверхности жала. На этом работы по подготовке паяльника к работе полностью завершены. В следующих статьях мы расскажем вам, как правильно работать с паяльником.
Полезный совет как правильно паять
Часто во время пайки возникает обрыв электропровода с электронагревательным элементом паяльника. Потянули не осторожно электрический провод и выдернули его из ручкипаяльника. Чтобы этого не случилась, необходимо сделать небольшую петлю провода и примотать изолентой к ручке паяльника.
Как паять паяльником видео
Читайте также статью: Как выпаять микросхему прожекторомКонденсаторные контакторы обеспечивают ограничение показателей тока при включении в работу агрегатов. Тем самым предотвращается падение напряжения в производственной сети. Проведение монтажных работ не представляет сложности и может быть выполнено при помощи обычного паяльника.
www.radiochipi.ru
как правильно паять паяльником, виды, труб
Пайка – как неразъемное соединение материалов, используется в некоторых случаях как основной метод, после сварки. Виды и особенности пайки, пошаговая инструкция проведения основных способов пайки и лужения – это необходимая информация при самостоятельном выполнении работы.
Способов спайки материалов достаточно много (сваркопайка, пайкосварка, соединение в газовой камере и в специальной печи, пайка труб), но все это именно пайка материалов, а не сварка.
Содержание статьи
Виды и особенности данного способа
Процесс подразделяют на следующие категории:
– метод разогрева и заполнения расплавленного припоя шва в месте соединения;
– характеристика затвердения и кристаллической решетки шва или покрытия поверхностей при лужении;
– способ удаления оксидной пленки с поверхности;
– метод с улучшенными временными характеристиками для разогрева места соединения;
– вид нагрузок на соединяемые детали.
Главное значение при выборе способа сварки – температурных характеристик расплавления разных видов припоев. Расплавляется припой при температуре до 4600 – процесс называется низкотемпературным. Свыше этого значения нагрева – высокотемпературным.
Самым простым является низкотемпературный с использованием флюса. Энергозатраты для него небольшие, возможность соединять тонкие детали из стали и сплавов, повышенный уровень теплопроводности и паяние разных по составу металлов – это основные преимущества данного вида.
Некоторые плюсы имеет высокотемпературная пайка:
- Под флюсом, соединение получается герметичным, с плотной основой шва.
- Для работы в домашних условиях используются маленькие газовые горелки.
- Соединение получается только на материалах с температурой плавления свыше 460 градусов.
Еще один вид – это композиционный способ.
Используется при монтаже металлических конструкций с большим углом изгибов. Применяя композиционный припой с наполнителями из легкоплавящихся добавок – добиваются прочного и надежного соединения узлов конструкции. Края заготовок при этом только разогреваются, а расплавленный припой заполняет все пустоты и соединяет детали.
Подразделяют по способам производства припоя. Здесь принято считать припой может быть уже готовым (олово) и получаемый при химической реакции при разогреве материалов спайки. Наиболее часто применяемый – готовый припой. Его разогревают до жидкого состояния, он заполняет места соединения деталей и, остывая, делает соединение неразъемным и надежным. Он удерживается на поверхности деталей с помощью капиллярности, это гарантирует достаточный уровень прочности в месте стыковки.
При использовании химической реакции взаимодействия, происходит выделение из материалов спайки припоя и флюса. При этом происходит образование жидкости припоя. Она заполняет шов между деталями, остывая, делает свою работу.
Для получения хорошего качества присоединения, большое значение имеет применяемый источник тепла для расплава припоя и проведения реакции пайки. Самый известный и доступный для каждого – это паяльник. Часто требуется применение газовых горелок, промышленных фенов.
Для низкотемпературного способа, наиболее часто используют различные паяльники. При этом способе, при помощи нагрева поверхности места пайки, жалом инструмента снимаем часть припоя и в расплавленном состоянии заполняем отверстие или края соединяемых поверхностей. Для получения более надежного, герметичного соединения, обязательно разогревать места спайки.
Для высокотемпературного способа, можно использовать электрические паяльники большой мощности. Но лучше для этого вида использовать газовые и другие виды горелок. Паяльная лампа на бензине, керосине, а также горелки на метане или пропан – бутане – эти инструменты позволят исполнить качественную пайку даже в полевых условиях.
Проведя небольшой урок по теории, переходим к практическому занятию. Пайка микросхем, изготовление плат для радиотехники, позволят всегда иметь хорошо оплачиваемую работу, да и для домашнего хозяйства умение паять пригодится. Поэтому рассмотрим этот вид пайки более подробно.
Пошаговая инструкция пайки электрическим паяльником
Выполнение этой работы подразумевает выполнение нескольких операций:
- Выбор паяльника.
Перед началом работы с различными материалами и толщиной, следует правильно подбирать паяльник по мощности, размеру и форме жала.
Процесс обучения пайки не займет много времени, но даже самый опытный профессионал не сможет выполнить качественную спайку при неправильном выборе паяльника.
Выбор этого инструмента достаточно велик. От больших медных паяльников, нагреваемых горелкой или в кузнечном горне, до миниатюрных паяльников для пайки микросхем и других деталей. Но лучшим выбором для нашего дела – это небольшого размера, легкий и надежный акустический паяльник.
Мощность не должна превышать 35 Вт, но быть не меньше 20 Вт. Такой выбор позволит выполнить соединение гарантированно качественным. Прибор с заземлением будет соответствовать требованиям ТБ.
Для проведения пайки листового металла, медных труб, лучше использовать промышленные мощные виды инструмента.
- Следующей работой будет подготовка набора инструментов.
В работе могут понадобиться:
– паяльник;
– пассатижи и бокорезы;
– нож для разделки проводов;
– круглый и плоский надфили;
– наждачная бумага, для зачистки места пайки;
– канифоль и другие виды флюсов;
– различные виды припоев.
- Проводим окончательную подготовку. Для этого выполняем следующие работы:
- Подготавливаем кончик жала. Для этого зачищаем его поверхность с помощью плоского надфиля или бархатного напильника. Перед этим плоскогубцами можно убрать большие натеки припоя.
При поврежденном кончике жала его следует сточить, сохраняя угол наклона кромок 450. После этого, его нужно пролудить, для чего сначала разогретый паяльник сначала окунаем в канифоль, затем набираем немного припоя, равномерно распределяя его по всей плоскости кромок жала.
- Приготавливаем подставку под оборудование, для лучшей фиксации можно приготовить струбцины для закрепления деталей. Стол для работы накрываем листом текстолита или другим теплоизоляционным материалом.
- Очистка и обезжиривание поверхностей для предварительного лужения и пайки. Для этого сначала следует наждачкой удалить окисленные участки, затем протираем эти места растворителем или кислотою для пайки. Чистой ветошью протираем поверхность и подготовительные работы окончены.
Только подготовив необходимый инструмент и очистив поверхность от смазки, грязи, жира можно переходить к выполнению пайки.
- Выполнение работ по паянию и лужению проводов и радиотехнических деталей. Эта процедура проводится в несколько этапов:
- Устанавливаем паяльник на предохранительную подставку. Затем включаем его в розетку.
- После непродолжительного отрезка времени, кончик паяльника окунаем в канифоль, для проверки уровня разогрева жала. В случае кипения и плавления канифоли, нагрев можно считать достаточным.
- Лудим соединяемые поверхности. Для этого окунаем жало сначала в канифоль или обрабатываем кислотою для пайки, затем берем на кончик немного припоя и наносим его на поверхность детали.
- Следует отметить, что огромное значение в работе имеет качество и правильный выбор припоя. Самая используемая марка – ПОС.- 60 или 40.Это сплав свинца и олова. Изготавливается в виде прутков до 3 мм диаметром.
Для работ с алюминием, используют припой из этого материала. Для каждого вида припоя, следует применять защитные респираторы и очки. Пары свинца, пагубно влияют на здоровье человека. Помещения должно иметь хорошую вентиляцию.
- Еще неостывшие места соединения прижимаем друг к другу, для получения границ нанесения слоя олова. Затем несколько раз наносим олово по отпечатанным местам соединения деталей. После нанесения достаточного слоя соединяем по меткам детали, закрепляем их до полного отвердения и остывания припоя.
Пайка проводов
Для соединения проводов применяются тот – же алгоритм проведения работ. Но с небольшими отличиями. Сначала лудим зачищенные концы, затем соединяем и скручиваем их между собой. Затем паяем место соединения. Для этого левой рукой подносим к проволоке припой, правой с паяльником, снимаем и наносим на разогретые провода немного припоя.
Для соединения одного провода к середине другого нужно в месте соединения снять изоляцию и пролудить его. Конец 2 провода, зачищаем от изоляции и обрабатываем его. Затем накручиваем, обжимает его на подготовленном участке. После этого паяем это место. Выполняя эту операцию можно получить возможность провести пайку медных труб и радиаторов автомобиля, соединения разных кусков проводов для оборудования и электроприборов.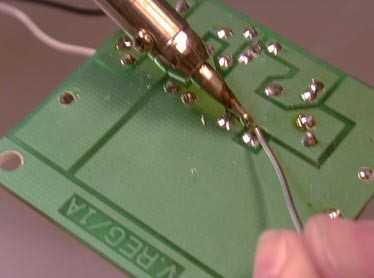
Пайка радиодеталей на платы
Перед работою на ответственных участках, лучше потренироваться на использованных платах с паянием нерабочих деталей. Но и такая тренировка должна проводиться в несколько основных этапов:
- Проводим подготовительные работы. Зачищаем мелкою наждачною бумагою, протираем растворителем плату. Для предохранения мостиков на плате лучше протирать ее мыльным раствором.
- Располагаем детали, согласно схеме. Сначала следует монтировать и крепить резисторы и варисторы. Затем паяют конденсаторы, трансформаторы, отводы проводов для измерительных приборов.
- Сначала разогреваем место крепления, вставляем усики деталей или провода в отверстия и с тыльной стороны подносим олово и капаем его на место пайки. Получается капля металла на плате, держащая деталь и обеспечивающая хороший контакт.
- Бокорезами снимаем излишний металл припоя и остатки проводков. Эту операцию лучше проводить на остывших каплях.
Поняв принцип пайки проводов и радиодеталей, можно выполнять более сложные виды этого неразъемного соединения. Применяя свои умения можно освоить монтаж систем отопления, водоснабжения квартиры и дома. Отличие данного способа в отсутствии припоя. В остальном различий нет.
Отличается только сам паяльник и некоторые приспособления. В места крепления устанавливают направляющие для наружной части трубы и внутренней части фитинга. Разогретые участки вставляются друг в друга, остывая, они образуют отличное герметичное соединение. Для лучшего освоения этого вида пайки лучше просмотреть видеоурок от профессионала перейдя по ссылке.
В заключение стоит напомнить о мерах обеспечения безопасности дыхательных путей, глаз при пайке. Используя свинцовые припои, вы можете заболеть при неиспользования респираторов, перчаток и очков. Данный способ позволяет достигнуть отличных результатов при проведении квартирного отопления с использованием системы теплого пола, пайке автомобильных радиаторов и пластиковых узлов машин. Обучиться пайке может любой мужчина, хоть немного понимающий и знающий способы проведения работ и использовании полученных знаний на практике.
Похожие статьи
guru-remonta.ru









Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
