ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Пресс для опрессовки кабельных наконечников: выбираем правильно. Наконечники для опрессовки проводов
Виды наконечников, их опрессовка, рекомендации по опрессовке ― KVT SHOP
Рекомендации по опрессовке силовых наконечников и различие кабельных жил по классам гибкости
Таблица соответствия матриц КВТ к моделям инструментов. Легкий способ выбрать инструмент для соответствующего вида наконечникаРекомендации по опрессовке изолированных наконечников
Испытание опрессованных соединений на механическую прочность
Рекомендации по опрессовке втулочных наконечников
Снятие изоляции кабеля
Первым этапом в опрессовке наконечников является выбор провода и наконечника. Далее можно приступать к снятию изоляции с кабеля.
Существует различный инструмент для снятия изоляции , но основной их принцип - это снять оболочку без повреждения провода.Скругление секторной жилы
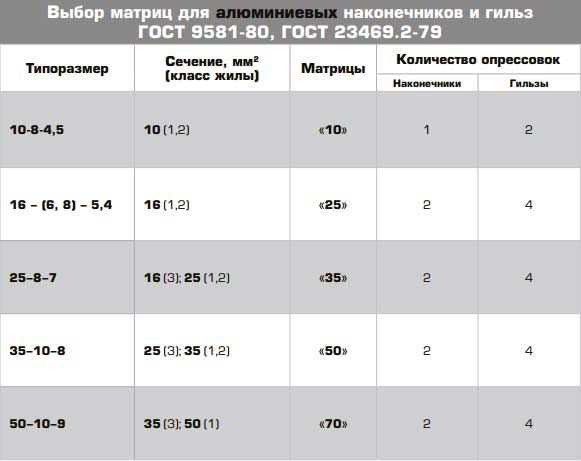
Иногда секторные жилы должны быть предварительно скруглены при помощи матриц скругления НМС-240 КВТ. Например, для опрессовки алюминиевых наконечников типа ТА и алюминиевых гильз.
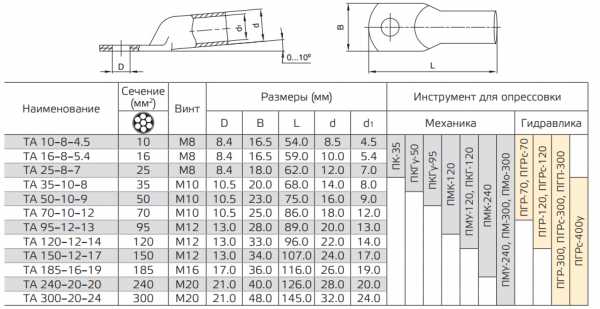
Опрессовка алюминиевого кабельного наконечника типа ТА
- Алюминиевые наконечники предназначены для оконцевания опрессовкой проводов и кабелей с алюминиевыми жилами, которые перед опрессовкой необходимо предварительно скруглить.
- После снятия изоляции с кабеля концы алюминиевых жил должны быть зачищены до металлического блеска с использованием кордо-щетки К-50 (КВТ) или наждачной бумаги, после чего незамедлительно на концы жил следует нанести кварце-вазелиновую пасту или проводящую контактную пасту «КВТ».
- Трубчатую часть наконечников также следует заполнить кварце-вазелиновой пастой или проводящей пастой «КВТ», затем вставить жилы в наконечники до упора и произвести опрессовку.
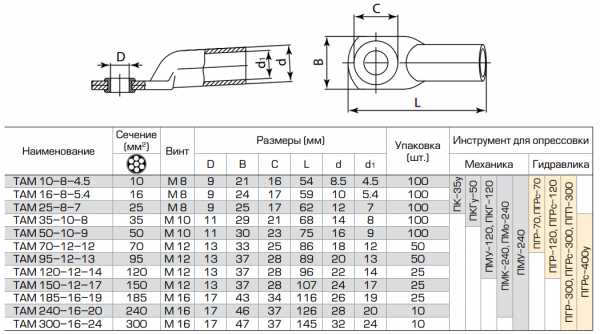
Опрессовка алюмомедного кабельного наконечника типа ТАМ
- Предназначены для оконцевания опрессовкой алюминиевых кабелей и проводов и последующего подключения их к медным шинам и клеммам электротехнических устройств
- Секторные жилы рекомендовано предварительно скруглить набором матриц НМС-240 КВТ
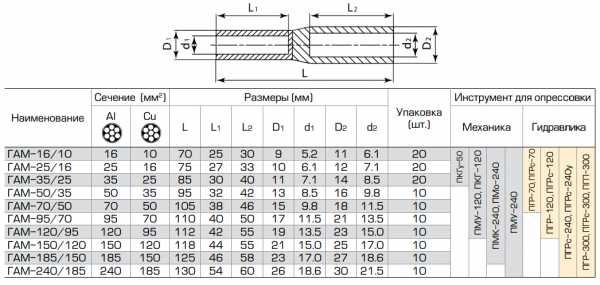
Опрессовка алюмомедных кабельных гильз типа ГАМ
- Предназначены для соединения опрессовкой алюминиевых и медных жил
- Медная и алюминиевая части гильзы соединены между собой методом фрикционной сварки и обеспечивают контакт металлов на молекулярном уровне
Опрессовка медных кабельных наконечников по DIN типа ТМЛ (DIN)
- Предназначены для оконцевания опрессовкой медных кабелей и проводов
- На трубной части наконечников нанесена двухдорожечная разметка, определяющая местоположение и количество опрессовок в зависимости от ширины используемых матриц

Опрессовка медных кабельных наконечников под пайку типа ПМ
- Предназначены для оконцевания пайкой или опрессовкой кабелей и проводов с медными жилами
- Технологический шов на участке контактного скругления под кабельную жилу пропаян, таким образом трубная часть наконечника образует сплошную монолитную структуру

Опрессовка медного кабельного наконечника шестигранной матрицей
Опрессовка вдавливанием точечная
Опрессовка болтовым наконечником КВТ
kvt-shop.ru
Опрессовка проводов и наконечники под опрессовку

Часто в наборах инструментов встречается устройство, представленное на картинке выше. С первого взгляда логическое применение ему найти нелегко. Тем более, для его использования нужны еще дополнительные материалы.
Это клещи для так называемой опрессовки силовых проводов. Об этой важной процедуре и будет эта статья.
Что такое опрессовка и зачем она в электрике
Строго говоря, опрессовка проводов это примерно то же самое, что и в других сферах деятельности.
- Создание максимально плотного соединения путём применения механического усилия.
- Создание (по возможности) неразрывного соединения, выдерживающего значительные физические нагрузки на разрыв.
- Возможность обеспечения непрерывности потока (у нас ток) при самых сложных условиях эксплуатации.
- Скорость монтажа без потери качества соединения.
Из этого и будем исходить, ведь нам часто нужна именно опрессовка наконечников кабеля, хотя мы про это и не знаем ничего. Хотя кажется всё просто:

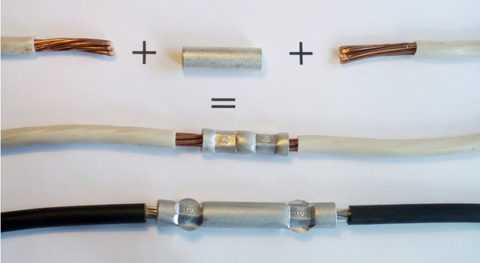
Вот в такую штучку с ручкой сунем кабель, как следует обожмём бока входа, и можно будет прикрутить это дело куда угодно. Кстати, такие гильзы для опрессовки проводов продаются где угодно, так что их можно купить очень недорого. Как и инструмент, ведь наконечники для проводов под опрессовку своими руками и плоскогубцами не обжать. Так что, для разовой работы это будет не самое бюджетное решение. Тем более, если не понимать, чем опрессовка проводов выгодно отличается от других способов монтажа кабеля. Давайте разбираться.
- Прежде всего, опрессовка проводов касается только многожильных кабелей. Это стоит иметь в виду, так как надёжное соединение одной жилы даже при самых мощных механических нагрузках получить не получится.
- Второй очень важный момент. Количество жил имеет значение, но диаметр кабеля нет. Именно поэтому опрессовывают самые тонкие кабели, усилия обжима у которых минимальны.
- И третье. Опрессовка наконечников кабеля невозможна без специального инструмента, который создан для выполнения этой процедуры.
И главное. Что мы получаем в результате опрессовки? Мы получаем фактически «холодную сварку» при помощи механического усилия всех жил обжимаемого кабеля с наконечником, без использования пайки или иных температурных воздействий. В этом и состоит смысл опрессовки проводов – создание прочного соединения быстро и без применения привычного для электрика способа надёжной коммутации.
Мы просто так сильно вжимаем кабель в наконечник, что это соединение становится неразъёмным. Ну и скорость монтажа, конечно, значимый фактор для подключений в электропроводке.
Даже в опрессовке есть ограничения по прилагаемому усилию, поэтому не стоит слишком сильно давить кабель и наконечник. Во всём нужна мера.
Почему именно опрессовка?
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов. Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Это типичные гильзы:

При её помощи можно «удлинить» кабель, как одинакового сечения, так и разного.
А это типичный наконечник:

И вот как раз на обоих фото хорошо видно, что места для полной маркировки практически нет, в отличие от таких гильз и наконечников:

Поэтому рекомендация может быть только одна – хорошо маркированные изделия будут стоить дороже, при этом не маркированные ничуть не хуже. Просто потребуется консультация с продавцом, как правило, они хорошо ориентируются в данной проблематике.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
- кольцевые наконечники (НКИ).
- вилочные наконечники (НВИ).
- штыревые круглые наконечники (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете. И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять гильзу или наконечник, чтобы переставить в другое место не получится.
В итоге Вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
На правах заключения немного практики, о чём редко говорят
Прежде всего, наконечники для проводов под опрессовку, как и гильзы, действительно одноразовые изделия. Помните об этом. Так сказать, помните об этом всегда, особенно учитывая копеечную стоимость таких изделий.
Второе правило домашнего электрика – ограничьте себя напряжением в 380В. Всё что выше – отдайте профессиональным электрикам. И помните о том, что материал гильзы или наконечника может быть разным, так что когда наконечник накинете на клемму и начнёте затягивать болт, убедитесь в том, что болт изготовлен из такого же материала. Согласитесь, не очень разумно прикручивать медный наконечник к алюминиевой клемме стальным болтом. Мы получим интересный набор металлов, коррозия которых будет ускорена ввиду различия в смысле проводимости токов и прочих особенностей лейденской банки.
Итак. Что мы сделаем после того, как закончена опрессовка проводов и у нас есть возможность произвести коммутацию:
- Самой мелкой шкуркой мы зачистим поверхность клеммы и наконечника.
- Протрём обе поверхности любым растворителем, для удаления лишней грязи.
- Убедимся, что болт из такого же материала как клемма и наконечник (если они разные, предпочтение отдадим клемме, правда при этом наконечник прослужит меньше).
- Болт смажем смазкой, которая рекомендована для таких соединений. Не просто солидолом, а именно такой смазкой, которая нужна. В магазине Вам подскажут, какой именно.
- Мы не будем между поверхностями укладывать золотинку. Фольгу от шоколада для лучшего контакта, что часто делают «бывалые электрики», это только ухудшит контакт.
- И мы обязательно поставим на болт стопорные шайбы (не плоские, а с зазубринками). Это поможет максимально плотно соединить контактные зоны.
- И мы ни в коем случае не будем «дотягивать» наконечник до клеммы. Соединение должно быть полностью свободно от усилий натяжения и растяжения. Более того, мы сделаем небольшую петлю в зоне контакта.
После этого мы оценим то, что у нас получается, и возьмём тайм-аут, подумать всё ли мы учли. Далее мы в обязательном порядке повесим бирку на место соединения. Это будет нужно для того, чтобы понимать срок службы данного наконечника или гильзы, а также укажем на бирке количество жил. И, конечно, если мы делаем всё своими руками и для себя, мы обязательно наконечник (гильзу) уберём в термоусадочный кембрик. Это такая изолирующая трубка, которая при небольшом нагреве надёжно обожмёт полученное соединение, став дополнительной изоляцией.

По возможности, соблюдая цвета маркировки кабелей – ноль фаза и земля. Современные материалы это позволяют. И проведём испытания, не затягивая наконечники до отказа. Особенно, если такого рода работу мы делаем первый раз. После испытаний останется установить наконечник на место, проверить соединение и можно считать, что работа закончена если.
Если мы понимаем что:
- Визуально всё соединение выполнено правильно, без задиров и торчащих жил (обычная ошибка начинающих в этом деле).
- Нет перекоса в плоскости сопряжения клеммы и наконечника, устранить которые можно своими руками и при помощи небольшого молотка, если нужно.
- Гайка болта ходит свободно, и требует затягивания ключом только на последних витках.
- Надёжность соединения не вызывает сомнений, даже если мы пробуем что-то оторвать, особо не прилагая усилий (кабеля тоже имеют предел прочности).
- И нам нравится то, что мы сделали.
Вот только после этого можно будет считать работу законченной, и уверяем Вас. Если всё будет сделано именно так, то соединение прослужит действительно долго, а Вы ощутите вкус опрессовки, при которой требуется потратить время на снятие внешней изоляции и не тратить время на всё остальное. Если, конечно, у Вас будут гильзы, наконечники и инструмент для проведения работ. Желательно универсальный инструмент, для бытовых нужд. Их довольно много, стоят они недорого, но помогут быстро не только подключить автомат защиты, но и колонку на 12В
И мы надеемся, что эта статья поможет многим сделать выбор, паять или обжимать. У каждого способа свои преимущества и свои недостатки. И мы намерено не говорили о недостатках опрессовки. Все они теряют смысл на выгоде от умения использовать этот способ коммутации любых кабелей.
А если у Вас есть свой опыт в работе с такого рода монтажом, мы будем рады услышать Ваши комментарии и замечания. Ведь чем больше мы, доморощенные электрики, общаемся между собой, тем ниже стоимость работ, которую нам могут предъявить профессионалы.
obelektrike.ru
Опрессовка кабеля наконечниками

Существует несколько способов соединения кабеля для удобного использования при подключении приборов, одним из самых надежных является опрессовка его наконечниками. Этот вид соединения позволяет получить надежное механическое соединение при помощи сжатия его и жилы кабеля специальными инструментами. Для получения правильной конструкции нужно соблюдать ряд правил, а также технологию, которые записаны ниже.
Почему стоит выбирать опрессовку
В большинстве случаев эта технология выбирается для соединения многожильных проводов, так как понять их паяние довольно кропотливая и затратная процедура как во временном отношения, так и в финансовом. Полученные соединения являются более надежным и удобным, чем большинство аналогов. Более плотное соединение позволяет улучшить контакт между кабелем и устройством. Наконечники стоят очень дешево, поэтому приобрести их не составит особого труда.
Что понадобится для опрессовки
 В основном эта технология используется для подсоединения бытовой техники. Перед тем как начать опрессовку кабеля необходимо подготовить инструменты и расходные материалы. Для быстрого снятия изоляции с проводов и кабелей используется специальный инструмент — стриппер. Он позволяет в короткие сроки снять изоляционный материал с кабеля за счет своего принципа действия.
В основном эта технология используется для подсоединения бытовой техники. Перед тем как начать опрессовку кабеля необходимо подготовить инструменты и расходные материалы. Для быстрого снятия изоляции с проводов и кабелей используется специальный инструмент — стриппер. Он позволяет в короткие сроки снять изоляционный материал с кабеля за счет своего принципа действия.
Снять изоляцию можно и при помощи строительного ножа или других острых предметов, однако, полученный результат не всегда будет качественным. Могут произойти повреждения проводов и изоляции, которые приводят к печальным последствиям, так что проводить этим инструментом процедуру нужно довольно аккуратно.
 Для самой опрессовки потребуется пресс-клещи, иногда их называют кримперы. Они позволяют сделать надежное соединение, которое будет устойчиво к механическому воздействию и продержится длительное время. Чтобы опрессовать толстый кабель лучше всего воспользоваться гидравлическим прессом. Он способен выдавать усилия, гораздо больше чем способен это делать человек.
Для самой опрессовки потребуется пресс-клещи, иногда их называют кримперы. Они позволяют сделать надежное соединение, которое будет устойчиво к механическому воздействию и продержится длительное время. Чтобы опрессовать толстый кабель лучше всего воспользоваться гидравлическим прессом. Он способен выдавать усилия, гораздо больше чем способен это делать человек.
Технология обжима и ее нюансы
Технология опрессовки имеет строго унифицированный и имеет ряд нюансов, которые необходимо соблюдать. Соблюдение последовательности этапов приводит к хорошему конечному результату.
Зачистка от изоляции
Перед тем как начать процесс опрессовки, нужно зачистить кабель от изоляции. Сделать это можно при помощи стриппера. На этом этапе важно снять изоляцию кабеля такой длины, чтобы оголенный провод мог полностью поместиться внутри детали, снаружи остается лишь 5 мм. Зачищенный провод не должен сильно выходить за пределы делается это в целях безопасности. Чтобы снять изоляцию кабель помещается в держатель стриппера на необходимую длину и ручки его плавно нажимается, чтобы снять изоляцию там, где необходимо. Зачищать изоляцию стоит аккуратно и строго перпендикулярно направлению жил провода.
Подбор наконечника
Следующим этапом будет подбор правильного наконечника. Это стадия в значительной степени влияет на надежность опрессовки, так как неправильно подобранная деталь может не обеспечить достаточно надежного соединения. Наконечники могут различаться по толщине, диаметру входного отверстия, особенностью конструкции, также их различают и по количеству опрессовок одной детали. У разных производителей они могут отличаться даже при одинаковых других параметрах.
Если кабель алюминиевый, то выбрать наконечник гораздо проще просто нужно подобрать тоже сечение, что и у провода. В этом случае легко ориентироваться по надписям на изоляции кабеля. Если же необходимо опрессовать кабель, сделанный из меди, возникает гораздо больше проблем, однако, существует несколько универсальных решений:
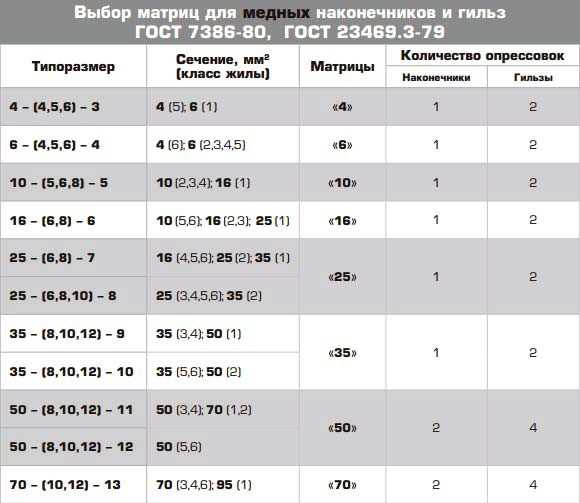
- Использование таблиц из ГОСТа. Существует несколько различных таблиц, которые помогут подсказать правильный выбор. Но их использование не очень удобно, так как нужно в обязательном порядке знать класс гибкости жилы провода, да и рядом они в нужный момент могут не оказаться.
- Использование штангенциркуля. При помощи этого прибора сначала измеряется внешний диаметр очищенных жил провода. После чего он сравнивается с внутренним диаметром наконечника, которую можно изменить также при помощи этого инструмента или посмотреть на боковой его части маркировку. В ней 3 цифры указывается как раз это значение. Пример: ТМ-35-8-9, в данном случае внутренний диаметр будет равняться 9 мм. Допускается небольшой люфт.
Подбор материала наконечника также важен. Он должен совпадать с материалом, из которого выполнены провода. Если необходимо соединить медные и алюминиевые провода, нужно прибегнуть к использованию специальных наконечников, которые изготавливаются из обоих металлов. Для соединения медных контактов приборов с алюминиевым проводом можно использовать специальные алюминиево-медные шайбы. Несоблюдение этого правила может привести к окислению как провода, так и самого наконечника, что со временем ухудшает контакт и может привести к печальным последствиям.
Опрессовка кабеля
Непосредственно опрессовка кабеля начинается с подготовки жил кабеля. Если они имеют треугольную форму, то их края него необходимо сточить напильником, придав им округлую форму. Это делается для того, чтобы обеспечить максимальное сжатие. Другим способом этого не добиться. Подготовленное заранее и обработанная напильником жила в обязательном порядке защищается шкуркой и обезжиривает со специальными контактными пастами.
Строго запрещается пользоваться малопригодными для этого инструментами, такими как молоток, зубило и др.
Для этой процедуры нужно использовать только инструменты, описанные выше. Строго запрещается пользоваться малопригодными для этого инструментами, такими как молоток, зубило и др. Используя такие инструменты можно получить в конце неудовлетворительные результаты. Опрессованный таким способом кабель не прослужит долго.
У большинства начинающих мастеров возникают проблемы с определением количества обжиманий наконечника. Этот показатель зависит от двух факторов:
- длина наконечника;
- ширина матрицы.
 Можно также воспользоваться специальной таблицей из государственного стандарта, правда, она предназначена только для гильз и наконечников, сделанных в соответствии с ГОСТом, но и она не всегда может оказаться под рукой. Наконечник в прессе следует размещать таким образом, чтобы полученное впоследствии клеймо размещалась лицевой стороне. Неправильно будет размещать его снизу или сбоку.
Можно также воспользоваться специальной таблицей из государственного стандарта, правда, она предназначена только для гильз и наконечников, сделанных в соответствии с ГОСТом, но и она не всегда может оказаться под рукой. Наконечник в прессе следует размещать таким образом, чтобы полученное впоследствии клеймо размещалась лицевой стороне. Неправильно будет размещать его снизу или сбоку.
Важно соблюдать порядок обжима наконечника. Всегда следует начинать с места, которое располагается ближе к лопатке детали, куда впоследствии вставляется болт. После этого необходимо продвигаться по порядку ближе к проводу. Если не соблюсти это условие может возникнуть проблемы следующего рода. При каждом сжатии пресса наконечник имеет свойство удлиняться до 10%, и если начать делать опрессовку в обратном порядке, возле лопатки может образоваться пустота, соответственно ухудшится плотность контакта.
Особенно важную роль порядок играет при опрессовке алюминиевых кобелей, для медных это не так критично. При использовании изолированных наконечников это процедура упрощается в значительной степени. Во-первых, показано количество обжиманий, а, во-вторых, где их нужно выполнять. Указывается здесь и номерной порядок.
В целях безопасности лучше всего спрятать нижнюю часть наконечника в термоусадочную пленку. Это делается для того, чтобы избежать короткого замыкания. Ее можно приобрести в любом магазине электротоваров. Правильное соединение предполагает, что во время опрессовки, будут находиться внутри наконечника все жилы кабеля.
Частой ошибкой при использовании пресса является неправильный подбор матрицы, в следствие чего могут возникать, так называемые «уши». «Ушами» называют излишки металла, которые сильно выступают за габариты наконечника. Допускается возникновение небольших излишков, которые можно с легкостью убрать напильником без вреда для соединения. В случае возникновения такой ошибки, нельзя оставлять подобное соединение для эксплуатации его необходимо удалить под самый корень наконечника и выполнить всю процедуру опрессовки заново.
www.m-deer.ru
Наконечники для проводов под опрессовку: виды
Опрессовка проводов является одним из методов, обеспечивающих хороший и надежный контакт соединяемых между собой жил. С помощью опрессовки выполняется и оконцевание жил кабеля с целью обеспечения надежного соединения с подключаемым электрическим устройством. Для выполнения этой операции требуются специальные гильзы, наконечники. О видах применяемых инструментов поговорим в следующем разделе.
Какие инструменты используются
Так как эта операция предполагает приложения определенного механического усилия на гильзы и наконечники, потребуется специальный инструмент. Его вид и тип определяется тем сечением кабеля, которое необходимо подвергнуть опрессовке. Рассмотрим самые распространенные из них:
- ручные пресс-клещи, например, ПК-2 или ПК-2М и подобные им. Применяются для соединения и оконцевания медных и алюминиевых жил с сечением от 2,5 до 10 кв. мм;
- усиленные пресс-клещи, например, ПК-1 или ПК-1М. В отличие от ПК—2 имеют мощные длинные рукоятки, что позволяет работать с кабелем сечением от 16 до 50 кв. мм;
- гидравлические клещи. Удобный ручной инструмент, позволяющий без приложения больших усилий работать с кабелем сечением от 0,5 до 10 кв. мм;
- ручной механический пресс. Предназначен для работы с проводом сечением от 16 до 240 кв. мм;
- гидравлический пресс. Это вид приспособления может быть ручным или электроприводом. Позволяет производить соединение кабеля с сечением от 16 до 300 кв. мм. Является профессиональным инструментом.
В бытовых условиях обычно используются разного вида пресс-клещи, механические или гидравлические.
Гильзы для опрессовки
Выбор гильзы определяется материалом жилы. Для медных жил следует применять тип ГМЛ, что обозначает: гильза медная луженая. Для кабеля с алюминиевыми жилами сечением от 2,5 до 10 кв. мм — тип ГАО (алюминиевая закрытая). А соединение кабелей, выполненных из разных материалов, потребует комбинированного типа, сделанной из сплава.
Это объясняется тем, что между разными металлами при их контакте могут проходить электрохимические реакции, приводящие к разрушению жилы. Также с целью уменьшения окислительных процессов на поверхности жил, что приводит к ухудшению контакта, внутренняя поверхность гильз покрывается специальными пастами. Для алюминия это кварцевазелиновая паста.
Очень часто возникает необходимость подключения проводов к каким-либо устройствам. В быту — это подключение розеток и выключателей. По правилам устройства электроустановок в жилых помещениях всю проводку необходимо выполнять кабелем с медной жилой. И особой популярностью из-за удобства работы с ними пользуются многожильные провода. Однако при их подключении к устройствам с помощью винтового зажима возникает небольшая проблема. Такие жилы при затяжке винта соединителя могут расползаться по контактной площадке, что приводит к некачественному соединению, возможному перегреванию и пожару.
Можно произвести обработку конца жилы провода с помощью паяльника. Но это требует много времени и годится для разовой работы. Если требуется подсоединение множества устройств, в этом случае хорошим решением будет оконцевание с помощью специальных наконечников. Такая операция занимает мало времени. Для медного провода с сечением до 2,5 кв. мм хорошим выбором можно считать наконечник штыревой втулочный изолированный (НШВИ). Эти изделия бывают одинарные и двойные. Двойные применяются тогда, когда к одному гнезду требуется присоединить два провода.
Видео “Опрессовка наконечниками”
Как делать опрессовку
Опрессовка может быть односторонней и двусторонней. В первом случае с провода удаляют изоляцию на длину равную длине гильзы. При втором, когда провода вставляются с двух сторон, на половину этой длины. Очищенный от изоляции жила зачищается для улучшения контакта и вставляется в гильзу.
При односторонней опрессовке вставляются два и более провода с одной стороны, при двусторонней — с двух сторон. Диаметр гильзы должен быть таким, чтобы провода размещались там вплотную. При необходимости можно дополнить свободное пространство куском этой же жилы.
Затем с помощью специального инструмента, например, пресс-клещей производим обжим. В зависимости от вида приспособления и типа соединения обжим может быть выполнен следующими способами: местное вдавливание, сплошная опрессовка и комбинированный.
Местное вдавливание предполагает воздействие на определенный участок гильзы. Сплошная опрессовка действует по всей поверхности, а комбинированный способ является их сочетанием. По такой же схеме выполняется установка наконечников. С провода удаляется изоляция на длину наконечника. Затем очищенная часть жилы вставляется в него и обжимается.
Частые ошибки
Одной из распространенных ошибок является несоответствие материалов проводов и гильз. Как указывалось выше, на это следует обращать пристальное внимание. Еще одной из частых ошибок является использование гильз меньшего или большего диаметра. Это приводит к ухудшению контакта.
Недопустимым будет и разрезание гильзы на две части с целью экономии. И, конечно, для проведения опрессовки нужен специальный инструмент. Молоток, зубило или пассатижи не обеспечат нужного качества обжима.
Видео “Опрессовываем разные виды проводов при помощи двойных наконечников”
Из видео вы узнаете, как проводится опрессовка кабеля посредством двойных наконечников. Полезная и нужная информация, которая пригодится при прокладке кабеля любого вида и типа.
otoke.ru
Опрессовка проводов наконечниками - Всё о электрике в доме
Опрессовка проводов.
Опрессовка проводов – один из самых действенных способов их соединения в местах с повышенной вибрацией и возможностью механического давления, а также в случаях, когда длина соединяемых проводов является недостаточной для их пайки либо сварки. Осуществляться данная процедура может двумя способами, с помощью наконечников или гильз. но неизменно одно – выполнить ее качественно можно лишь при использовании специального инструмента – пресс-клещей или более сложного гидропрессового оборудования. Но обо всем по порядку.

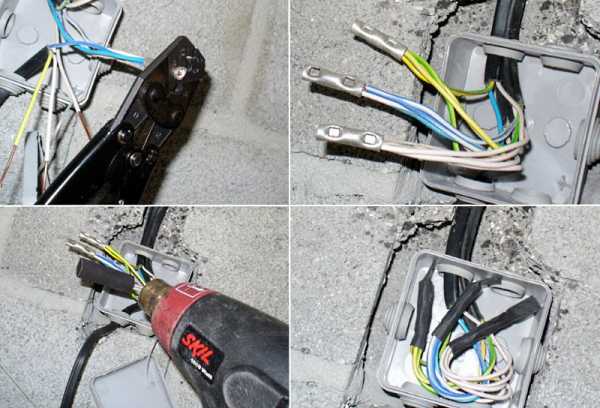
Опрессовка проводов гильзами: подробная инструкция.
Для соединения проводов с помощью гильз в первую очередь нужно изучить технические таблицы и подобрать в соответствии с заданным сечением проводов нужный размер гильзы, матрицы (фигурной скобки/паза клещей) и пунсона (подвижного элемента опрессовочного инструмента, которым осуществляется непосредственное давление на гильзу). А дальше дело техники…
- Заведите провода в коробку и снимите с них внешнюю изоляцию на 3 см, если планируется использовать гильзы с сечением 4-16 мм. кв. или на 2 см, в случае применения гильз меньшего сечения.
- Отсортируйте провода по группам. Просуньте каждую из групп в гильзу нужного сечения. В нашем примере провода имеют сечение 2,5 мм. кв. они разделены на группы по 4 провода, следовательно, идеальным вариантом является использование гильзы с сечением 10 мм. кв.

- Для таких гильз в соответствии с техническими таблицами могут использоваться пресс-клещи ХД-16Л, с их помощью и проведите двойной обжим каждой из гильз – на их входе и выходе.
- Осталось лишь заизолировать полученные соединения. Сделать это можно, надев и обдув горячим воздухом кусок термоусаживаемой трубки с клеевым слоем, а также просто обмотав нужные места изоляционной лентой.
На этом опрессовку проводов гильзами можно считать завершенной.
Полезные советы и рекомендации.
- Используя гильзы для удлинения цепи, стык проводов делайте ровно по центру гильзы.
- Очень внимательно подбирайте сечение гильзы под соединяемые провода: чем правильнее они будут подобраны, тем меньше пустот, повышающих риск плохого контакта, останется внутри гильзы, тем лучше. Если же сделать этого не удалось, заполните пустующее место в гильзе кусочками оголенного провода. Их длинна, естественно, должна быть меньше длины используемой металлической трубки.
- Изоляция опрессованных гильзами проводов должна выходить за срезы гильзы, как минимум, на 1см.
- В случае сращивания разного количества проводов с обеих сторон или хотя бы одного многожильного кабеля для опрессовки следует применять не гильзы, а изолированные наконечники (НШВИ).
Опрессовка проводов наконечниками: инструкция.
- Опрессовка проводов наконечниками по своей сути – процедура аналогичная вышеописанной.
- Сначала определяются с размером наконечников.
- Затем соединяемые провода оголяют. Делать это в данном случае лучше при помощи специального инструмента – стриппера.
- На очищенную токопроводящую часть провода надевают наконечник нужного диаметра. Причем провод должен быть зачищен ровно на длину гильзы наконечника – не больше и не меньше.
- Провод с одетой на него гильзой помещают в соответствующий по размеру паз пресс-клещей и обжимают его, сжав рукоятки инструмента.
- Опрессовка завершена, осталось вынуть обжатый провод из паза клещей и использовать его по назначению.
Каким может быть инструмент для опрессовки проводов?
Как очевидно из вышеизложенного текста, наиболее распространенным инструментом для опрессовки проводов являются пресс-клещи типа ПК – 1,2, 1М, 2М, 4, однако возможны и другие варианты (применяются реже из-за своей громоздкости и высокой стоимости):
- гидравлический пресс ручного типа;
- гидравлический пресс электрическим приводом;
- механический пресс ручного типа.
Рекомендую прочитать:
Важнейшее качество, которого добиваются при соединении проводников электропроводки. — это постоянство свойств соединения в течение достаточно долгого периода времени (десятки лет). Соединение и ответвление проводников электропроводки выполняется сваркой, опрессовкой, колпачками, сжимами (клипсами) или винтовыми клеммными зажимами в ответвительных коробках. В любом случае все соединения должны быть доступны.
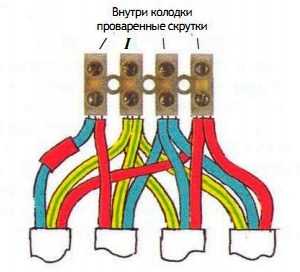
Сварка медных проводников производится угольным или графитовым электродом с обязательным использованием специального теплоотводящего зажима, чтобы избежать обгорания изоляции проводников. Зажим имеет две толстые медные губки для отвода тепла и подвода сварочного тока и мощную пружину, которая позволяет губкам плотно обжимать скрученные провода.

Проводники зачищают на 30. 50 мм, складывают зачищенными концами в одну сторону и скручивают. Скрутка должна иметь как минимум пять витков. Скрученные проводники обкусывают кусачками до нужной длины, и потом на середину скрученной части крепят теплоотводящий зажим, к которому подключён один вывод сварочного аппарата.
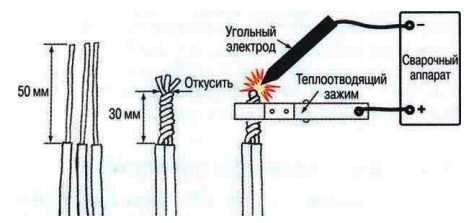
Действуя угольным электродом, подключённым к другому выводу сварочного аппарата, расплавляют концы скрученных проводов, образуя при этом аккуратный шарик из расплавленного металла. Процесс сварки стараются вести как можно быстрее, чтобы ограничить количество теплоты, передаваемое свариваемым проводникам. После остывания места сварки зажим снимают и изолируют оголённые концы, например, отрезком термоусаживаемой трубки. Для сварки проводников предпочтительнее использовать любой портативный сварочный аппарат постоянного тока. Сварка ведётся на прямой полярности (на электроде «минус»). Ток не более 80 А. Специально продаются угольные и графитовые электроды любых диаметров. Хотя есть сведения, что неплохие результаты можно получить на переменном токе, используя обычный трансформатор мощностью примерно 600 Вт и напряжением холостого хода на выходной обмотке 9. 12 В.
Работы необходимо производить в сварочной маске и рукавицах. Соединение получается максимально надёжным, прочным и дешёвым, но сам способ достаточно хлопотный и пока не очень у нас распространённый. Необходимо заметить, что проводники сваривают, скручивая вместе по два, по три или по четыре, причём чем толще проводники, тем меньше их должно быть в скрутке. Удобно фиксировать сваренные проводники в стандартных клеммных колодках, не изолируя их термоусаживаемой трубкой, а просто вставляя их в колодку с одной стороны, что, правда, несколько удорожает монтаж. Зато монтаж становится надёжным и наглядным, а клеммные колодки можно применять самые дешёвые, т. к. они используются только для фиксации проводников.
Очень технологично и быстро, но менее надёжно и заметно дороже, чем сварка, соединение двух проводников с помощью специальных опрессовываемых изолированных соединительных гильз.

Для исполнения ответвлений от магистрали очень популярны, но достаточно дороги ответвительные сжимы типа Went, Scotchlok или Wago.
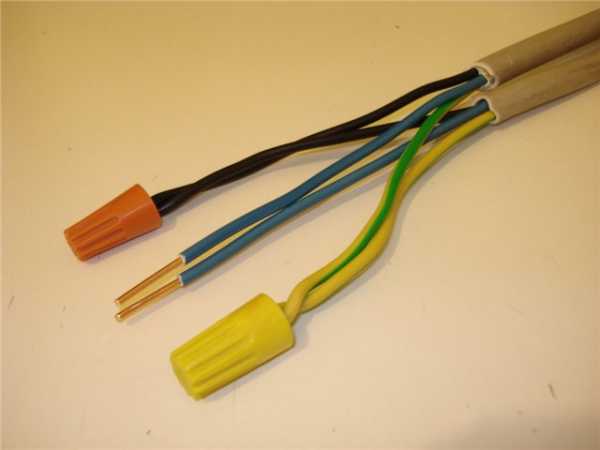
Для соединения проводов также широко используют изолированные соединительные заглушки, или колпачки, которые просто навинчивают рукой на скрученные оголённые концы проводов. Надо заметить, что колпачки надёжно фиксируют только многопроволочные провода. Для однопроволочных нужно очень точно подбирать колпачок по суммарному диаметру соединяемых проводников, что достаточно сложно, поэтому для них лучше использовать другие способы соединения. На рисунке показаны: слева в разрезе — один из самых лучших видов колпачков из серии Performance Plus производства ЗМ™, справа — отечественные колпачки типа КИЗ.
На практике в качестве основного способа соединений проводников друг с другом чаше всего используются различные виды винтовых соединительных колодок и клемм. Причём для более надёжного соединения стараются, чтобы каждый проводник проходил через всю колодку и попадал под оба крепёжных винта.
К сожалению, соединения в винтовых соединительных колодках требуется через определённые промежутки времени протягивать, т. е. дожимать ослабевающие винты. Это очень большой недостаток подобных соединений. Значительно надёжнее клеммные колодки с квадратной шайбой, под винты которых можно подкладывать пружинные шайбы, постоянно поджимающие винтовое соединение. Но такие колодки гораздо дороже винтовых, имеют большие габариты и реже встречаются.
Категорически не рекомендуется использовать скрутку в чистом виде, т. е. без клеммных колодок, т. к. этот вид соединения из-за ухудшения контакта со временем может начать греться и вызвать возгорание.
Не рекомендуется использовать пайку. Паять медь без флюса практически невозможно, но любой флюс (даже канифоль) при нагревании разрушается, при этом образуются активные химические соединения (они, собственно, и выполняют функцию флюса), которые вызывают усиленную коррозию проводника. Контакт из-за коррозии может ухудшиться, а соединение начать греться со всеми вытекающими последствиями, которые могут выявиться через много лет. Удалить остатки флюса в реальных условиях монтажа возможно, но технически сложно. К тому же паяные соединения очень плохо переносят отрицательные температуры.При соединении под винт рекомендуется использовать различные виды наконечников типа «штырь», «вилка» или «ушко», которые опрессовываются на концах проводов.
Для опрессовки наконечников и соединительных гильз следует использовать только специальные пресс-клещи, или кримпер. На рисунке показан один из лучших универсальных кримперов PressMaster™, который позволяет обжимать кабели сечением 0.75. 6.0 мм2. Профили обжима могут быть разными и определяются сменными матрицами. Для обжима наконечников на проводниках, в зависимости от конкретного вида наконечника, рекомендуются овальный двухконтурный, лепестковый двухконтурный и клиновидный профили.

Приёмы работы с многопроволочными проводниками
Очень часто в электробытовых приборах, подключаемых к сети через клеммную колодку, для подключения используются гибкие многопроволочные провода.
Зажимать многопроволочные провода в клеммной колодке непосредственно НЕПРАВИЛЬНО. Тонкие проводнички таких проводов легко деформируются винтом клеммной колодки, пережимаются и рвутся. В результате соединение получается ненадёжным, греется, оплавляется, и в конце концов провод может отгореть или выпасть. Раньше рекомендовалось обслуживать концы многопроволочных проводов. С развитием технологии опрессовки проводов для оконцовки стали применять втулочные наконечники. Очень распространены втулочные наконечники с пластмассовыми манжетами разных цветов.
Порядок опрессовки многопроволочных проводов:
1) подровнять конец провода кусачками (концы всех проволочек должны быть одинаковой длины;2) зачистить изоляцию на длину металлической гильзы наконечника;3) аккуратно сформировать параллельность проволочек (не скручивать!). Если проволочки скручены — аккуратно распрямить;4) надеть наконечник так, чтобы пучок проволочек высовывался из гильзы на 0.5. 1 мм, а манжета закрывала край изоляции провода;5) обжать пресс-клещами.
Важно: не скручивать жилы и подобрать наконечник точно посечению провода.
Цветовая маркировка втулочных наконечников с пластмассовыми манжетами

Распространены и более дешёвые трубчатые наконечники без манжеты. Для соединения под винт также используются опрессовывающиеся наконечники в виде «вилки» или «ушка».
Наконечник опрессовывается и вставляется в клеммную колодку. Для опрессовки применяют только специальные пресс-клещи.
Использовать пайку для подготовки концов многопроволочных проводников не рекомендуется, т. к. полностью удалить флюс после пайки довольно трудная и занимающая много времени задача, а остатки любого флюса со временем вызывают коррозию проводника.
Об использовании алюминиевых проводов
Для воздушных линий вне помещений использование алюминиевых проводов и кабелей является наилучшим решением. Использование же алюминиевых проводов для внутренней электропроводки запрещено, т. к. алюминий имеет очень большую величину остаточной деформации и его поверхность на открытом воздухе всегда мгновенно покрывается тончайшей плёнкой окисла, имеющей высокое сопротивление. Рассмотрим случай, когда алюминиевый провод будет положен, например, под винт. В результате теплового расширения при повышении температуры сам винт и клемма под проводом расширяются, на алюминий будет оказываться повышенное давление, и он немного деформируется. При остывании соединения давление на алюминиевый провод уменьшается. Небольшая деформация провода сохранится до следующего момента нагрева соединения и будет накапливаться с каждым циклом нагрева/охлаждения, что в конце концов приведёт к появлению зазора в соединении. Не забываем про плёнку окисла, которая при наличии зазора резко увеличивает сопротивление контакта в этом месте. В зазоре может начаться искрение, и провод у соединения отгорит, что может вызвать пожар. Вот почему для внутренней электропроводки надо использовать только медные провода и кабели .
Опрессовка проводов наконечниками
При подключении медных многожильных проводов к клеммникам, винтовым зажимам, к различному электрооборудованию они опрессовываются с помощью специальных пресс-клещей штыревыми наконечниками.
Если этого не делать, то при зажиме зачищенного многожильного провода винтом в клеммнике, проводки могут передавливаться, отламываться. В результате может нарушиться целостность контакта, возникнуть искрение, контакты могут подгорать.
При опрессовке наконечниками зачищенная часть провода обжимается гильзой наконечника и в клеммнике винтом зажимается уже сама гильза, у которой площадь контакта больше. При этом проводки не передавливаются, поскольку они защищены гильзой наконечника.
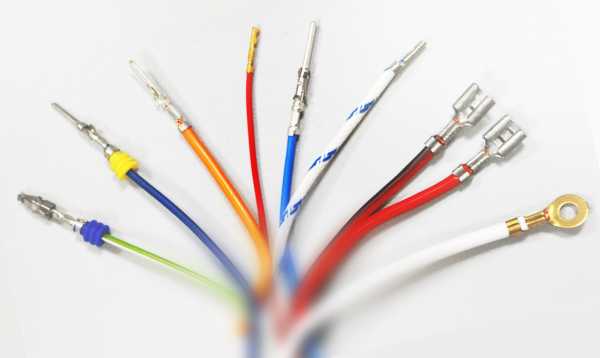
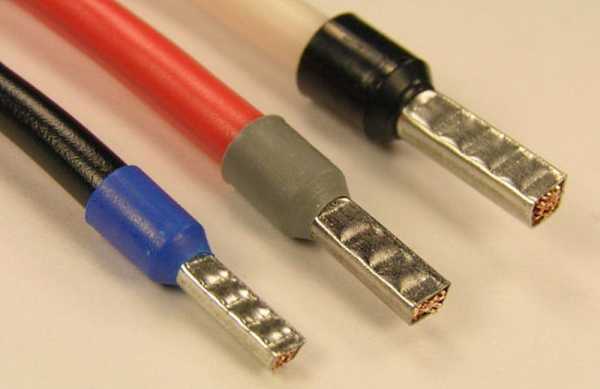
Для различного сечения проводов выпускаются наконечники разных диаметров. Наконечники, предназченные для конкретного сечения провода, имеют определенный цвет.
На рисунке показаны наконечники НШВИ (наконечники штыревые втулочные изолированные) самых ходовых размеров.
Для того, чтобы опрессовать сразу два провода, выпускаются специальные двойные наконечники НШВИ2.
Для самой опрессовки используются специальные пресс-клещи — кримперы .
Для того, чтобы опрессовать многожильный провод штыревым наконечником, необходимо сначала подготовить провод, снять с него изоляцию на длину металлической гильзы самого наконечника. Для этого желательно применять специальный инструмент для снятия изоляции с проводов — стриппер. Он делает процесс снятия изоляции быстрым и удобным.
Если под рукой стриппера нет, можно снять изоляцию другим способом. Этот способ подробно показан в видео внизу этой статьи.
После того, как изоляция снята, одеваем на очищенную токопроводящую часть провода наконечник соответствующего диаметра. Причем, провод должен быть зачищен четко на длину гильзы наконечника и не должен выходить за ее пределы.
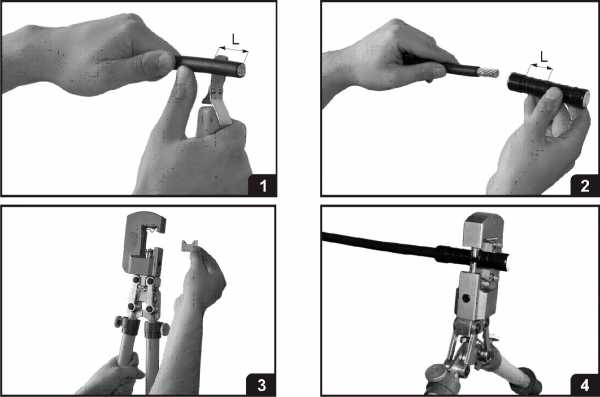
Затем вставляем провод с одетой на него гильзой в паз пресс-клещей соответствующего размера. Изолированная часть наконечника упирается в корпус клещей (рисунок 1).
После этого сжимаем рукоятки клещей, сдавливая гильзу наконечника и опрессовываем провод (рисунок 2).
Отпускаем рукоятки клещей и вынимаем провод с наконечником из паза. Провод опрессован и годов к дальнейшему использованию (рисунок 3).
Если необходимо опрессовать два провода одним наконечником, используем специальные двойные наконечники НШВИ2.
Как опрессовывать провод двойными наконечниками и какой для этого применяется инструмент, смотрите подробный обзор .
Зачищаем оба провода на длину гильзы наконечника, вставляем оба провода в наконечник и опрессовываем также, как и один провод.
Опрессовка двойными наконечниками может использоваться, например, для изготовления перемычек (рисунок ниже).
Более подробно как опрессовывать многожильный провод наконечниками смотрите в этом видео:
Полезные материалы по теме: Инструмент для снятия изоляции — стриппер.
Источники: http://podmasterij.ru/elektrichestvo/opressovka-provodov.html, http://www.eti.su/articles/kabel-i-provod/kabel-i-provod_447.html, http://elektrik-sam.info/opressovka-provodov-nakonechnikami/
electricremont.ru
Как использовать пресс для опрессовки кабельных наконечников

Пресс для опрессовки наконечников кабеля
Опрессовка – это обжатие соединений проводов механическим способом. Такой процесс позволяет все звенья электроцепи надежно соединить с хорошей проводимостью электрического тока, без перегрева элементов, что уменьшает риск возникновения короткого замыкания и обгорания контактов.
Какой выбрать пресс для опрессовки кабельных наконечников, его устройство и принцип действия подскажет статья.
Способы опрессовки
Опрессовка кабельных наконечников заключается в обжатии зачищенного кабеля или провода в специальной матрице, с помощью ручных или механических инструментов.
Последовательность опрессовки кабеля
Это может выполняться:
- Сплошным обжатием. Это наиболее надежный способ для создания прочного контакта при соединении проводов. Под давлением, которое создает гидравлический пресс для кабельных наконечников, обжимается сразу вся контактируемая поверхность.
- Комбинированным. В таком случае, эффект обжатия усиливается дополнительным вдавливанием пуансона, имеющего рабочую часть в виде зуба.
- Вдавливанием.
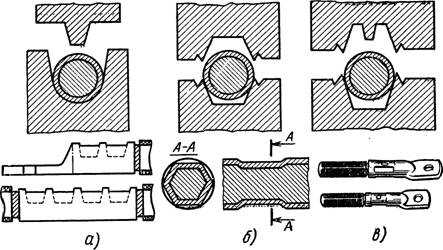
Способы опрессовки кабеля
На схеме:
- а — местное вдавливание.
- б — сплошное опрессование.
- в – комбинированная обжимка.
Помимо этого:
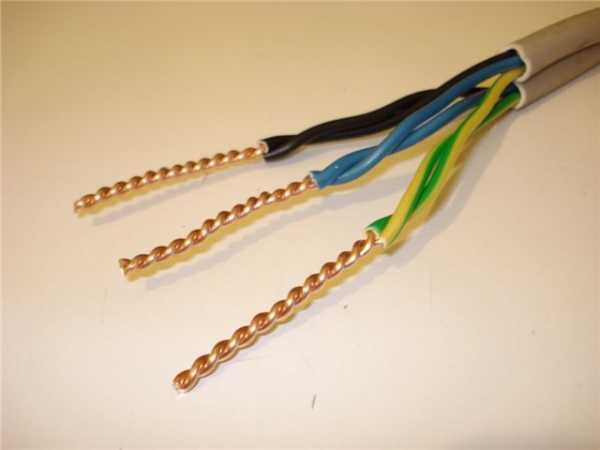
- Алюминиевые провода обжимаются трубчатыми или кольцевыми наконечниками, что зависит от толщины жилы.
Соединение проводов
- Специальные гильзы используются для медных проводов.

Наконечники для медных проводов
- Для многожильных проводов применяются пистоны.
Совет: Размер наконечника следует подбирать по специальным таблицам, с учетом толщины кабеля.
Приспособления для опрессовки наконечников
Опрессовка наконечников кабеля может выполняться разными инструментами и приспособлениями.
Некоторые из них представлены в таблице:
 Пресс-клещи | Пресс-клещи для качественной опрессовки наконечников, с номинальным сечением от 1,5 до 16 мм², выпускают многие компании. При выборе инструмента необходимо учитывать:
|
 Пресс гидравлический для кабельных наконечников | Гидравлический ручной пресс предназначен для опрессовки кабельных наконечников и гильз шестигранником, сечением до 70 мм². Медные наконечники и гильзы не должны превышать площадь сечения 50 мм². |
 Механический ручной пресс | Такое устройство предназначено для опрессовки трубчатых кабельных наконечников из меди на гибких многопроволочных жилах. |
 Электромеханический ручной пресс | Используется для выполнения большого объема опрессовки кабельных наконечников — быстро и с хорошим качеством. В инструменте можно точно установить и поджать наконечник таким же образом, как и обычными пресс-клещами. А доводка опрессовки, выполняется с помощью установленного электродвигателя. Различные типы наконечников опрессовываются сменными пресс-матрицами. Преимущества аппарата:
Недостаток: большая цена. |
Комбинированное и сплошное обжатие можно применять лишь при наличии большого давления, которое создает пресс для кабельных наконечников гидравлический.
Выбор пресс-клещей для наконечников
Комплект пресс-клещей и набор матриц
Приобретая гидравлический ручной пресс, необходимо учитывать:
- Имеется ли в конструкции клапан ограничения давления. Такие изделия более надежны, они предотвращают перегрузку пресса от давления.
- Тип прессующей головки, которая может быть открытого и закрытого типа. При работе прессом с закрытой головкой, необходимо: предварительно открыть стопор; вытянуть матрицу; поставить провода и наконечник; устройство закрыть. И лишь после этого можно начинать обжимку кабеля. Для проводов небольших сечений процесс значительно проще. Если пресс имеет С-образную головку открытого типа, провода можно прессовать быстро в любом месте.
- Диаметр рабочего сечения. Модели делятся на подгруппы, которые работают с кабелями:
- До 70 мм².
- До 120 мм².
- До 300 мм².
- До 400 мм².
С увеличением мощности пресса, увеличивается его масса. Некоторые изготовители уменьшают вес за счет применения для корпуса легких алюминиевых сплавов. Все гидравлические прессы рассчитаны на опрессовку медных и алюминиевых проводов.
В комплекте с прессом имеются сменные матрицы для опрессовки. Наиболее современные модели, оснащаются вращающимися головками и устройством быстрого хода.
Конструкция и принцип работы пресса
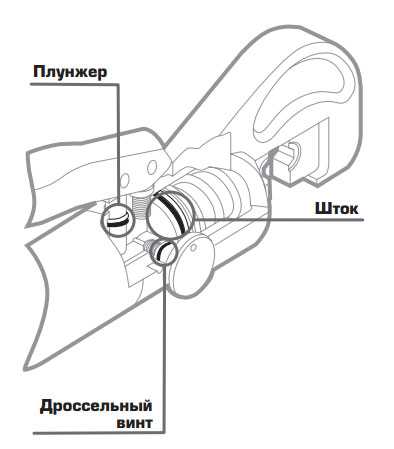
Внутри устройства, с одной стороны имеется рабочий поршень с манжетой — для его возврата в исходное положение, смонтирована пружина. С другой стороны установлены нагнетательный цилиндр и плунжер.
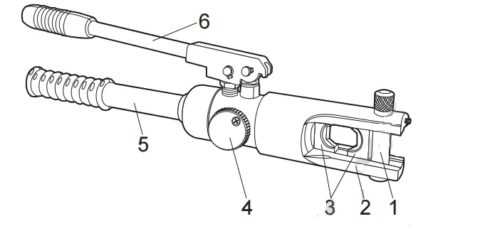
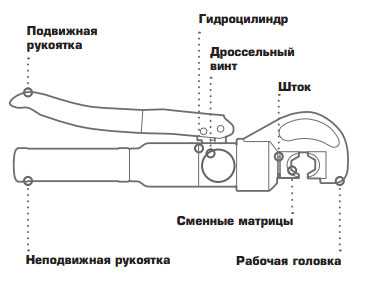
Основные составляющие ручного пресса для наконечников
На рисунке:
- Поз. 1 – ось.
- Поз. 2 – головка.
- Поз. 3 – полуформы матрицы.
- Поз. 4 – винт.
- Поз. 5 и 6 – ручки.
При качании рычага, расположенного на корпусе пресса:
- Плунжер насоса совершает возвратно-поступательное движение.
- В цилиндре создается избыточное давление.
- Масло под давлением начинает поступать в рабочий цилиндр, перемещая рабочий поршень.
- Поршень, воздействуя на матрицу, создает нужное давление на наконечник.
- В конструкции установлен двухходовой плунжер.
- На холостом ходу контур, обеспечивающий быстрое нагнетание жидкости в рабочий цилиндр, открыт. В конце холостого хода начинает открываться второй контур, развивающий максимальное усилие.
- Возвратная пружина, при открытом запорном клапане, который соединяет через каналы рабочую полость цилиндра и масляный баллон, возвращает поршень в исходное положение.
- Пресс для обжима кабельных наконечников снабжен предохранительным клапаном, который при превышении давления в системе, начинает перепускать некоторый объем масла назад в масляный баллон.

Изготовление наконечников
Порядок работы устройства
Инструкция по опрессовке наконечников предлагает:
- Выбрать матрицы соответствующего сечения и материала жил. Их примеры на фото.

Набор матриц
- Открыть головку пресса и вставить в пазы матрицы.
Подготовка пресса к работе
- Поместить наконечник с жилой между матрицами.
- Производя качание рычагом, выполнить опрессовку. Операцию проводить, пока не сработает предохранительный клапан.
- Нажать на рычаг, соединенный с запорным клапаном, пока поршень не вернется в исходное положение.
- В случае блокировки приспособления, его следует разблокировать, нажатием на рычаг для запорного клапана.
Совет: При срабатывании предохранительного клапана, на ручке будет ощущаться падение давления. Это указывает, что качать больше нельзя.
Чтобы лучше представить, как работает пресс гидравлический для опрессовки кабельных наконечников, стоит внимательно просмотреть видео.
Устранение неисправностей
В таблице указаны некоторые неисправности и способы их устранения:
| Наименование неисправности | Причина | Способ устранения |
| Пресс для наконечников кабеля не развивает максимальное давление или вообще не качает. | Нет масла в гильзе для поршня, или оно не той консистенции. |
|
| Из-под рабочего поршня течет масло. | Получила дефекты уплотнительная манжета. |
|
Качественный и удобный инструмент для опрессовки кабельных наконечников – это залог надежного соединения кабелей и проводов любого сечения.
elektrik-a.su
Пресс гидравлический для наконечников проводов
 Речь в статье пойдет о гидравлических прессах для обжима толстостенных наконечников. Существует два основных вида кабельных наконечников:Наконечники втулочные или тонкостенные (НШВИ, НШВИ-2 и различные их вариации). Применяются в основном для проводов малых сечений, либо для опрессовки гибких многожильных проводов.
Речь в статье пойдет о гидравлических прессах для обжима толстостенных наконечников. Существует два основных вида кабельных наконечников:Наконечники втулочные или тонкостенные (НШВИ, НШВИ-2 и различные их вариации). Применяются в основном для проводов малых сечений, либо для опрессовки гибких многожильных проводов. 
Наконечники толстостенные.Основное применение — провод сечением от 16мм2 и выше. 
Втулочный наконечник собирает все жилки провода в некую единую конструкцию и при зажиме в клеммнике с плоской поверхностью контакта достигается надежное соединение. Однопроволочные-монолитные провода обжимать тонкостенными наконечниками не рекомендуется. Вы не сможете создать достаточного усилия чтобы провод надежно держался внутри гильзы, либо попросту повредите ее при обжиме.
Толстостенные наконечники применяют чаще всего для обжима однопроволочных проводов или жестких многопроволочных. Здесь соединение контактной поверхности оборудования с наконечником происходит через болт или шпильку.
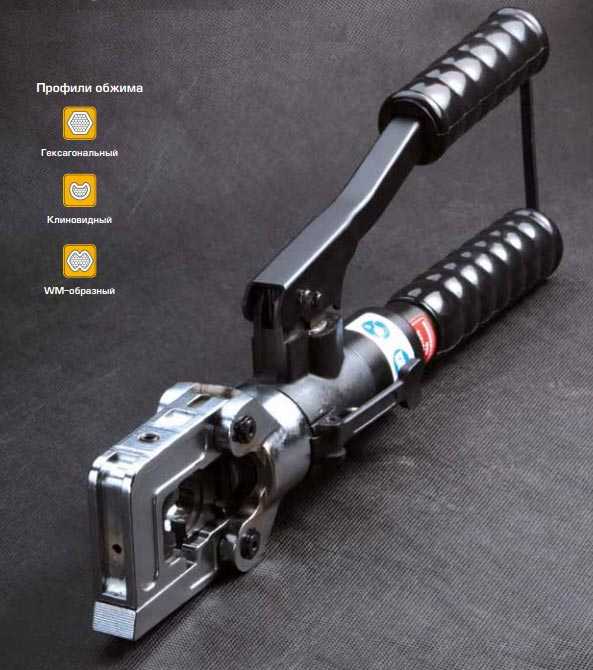
Пресс ПГР-70 и ПГРс-70 КВТ
 Российский производитель широко представленный на рынке прессов под обжим толстостенных наконечников – это фирма КВТ. Наиболее бюджетной моделью (цена от 3500р до 4000р) является пресс марки ПГР-70. Он обжимает наконечники для проводов от 4мм2 до 70мм2 (медные) и от 10мм2 до 70мм2 (алюминиевые).
Российский производитель широко представленный на рынке прессов под обжим толстостенных наконечников – это фирма КВТ. Наиболее бюджетной моделью (цена от 3500р до 4000р) является пресс марки ПГР-70. Он обжимает наконечники для проводов от 4мм2 до 70мм2 (медные) и от 10мм2 до 70мм2 (алюминиевые).
Есть еще разновидности для среднего диапазона работы — ПГР-120 (10-120мм2 с усилием 8тн) и широкого диапазона работы — ПГР-300 для сечений от 10 до 300мм2 с усилием 12тн. Но для 90% работы непрофессиональному электрику достаточно семидесятки.
Продается он в удобном пластиковом кейсе. В комплекте идет:
- ⚡инструкция по эксплуатации
- ⚡запасные резиновые кольца уплотнения (под шток, плунжер и дроссельный винт)
- ⚡сам пресс
- ⚡и набор из восьми сменных матриц — 4, 6, 10, 16, 25, 35, 50, 70 мм2.У китайских изделий часто встречается дефект перекоса матриц при полном их смыкании. От этого страдает равномерность обжима гильзы.

Прессы КВТ этому хоть и не подвержены, но при покупке проверяйте этот момент сразу же в магазине.
Характеристики ПГР-70
- ⚡усилие которое может создать пресс — 5 тонн
- ⚡вес — 1,7кг
- ⚡рабочий ход матриц — 12мм
- ⚡длина пресса — 30см
- ⚡полный ход матриц достигается за 3-4 качка (у китайских вариантов доходит до 15-20!). Но не путайте это с окончанием процесса опрессовки!
- ⚡используемая жидкость — индустриальное масло И-20А или масло гидравлическое ВМГЗ
Профиль матрицы позволяет прессовать как наконечники по стандарту ГОСТ, так и по стандарту DIN. Чем они отличаются между собой можно узнать из статьи — «Кабельные наконечники — маркировка и виды«.
При бережном отношении к инструменту вы сможете легко обжать несколько тысяч наконечников, без проведения всякого рода ремонтных и ревизионных работ самого пресса.Заявленный производителем ресурс достигает десяти тысяч обжимов.
Головка пресса (С-образной формы) выполнена из цельного металла высокого качества. Все прессы имеют поворотную «голову», что удобно при работе в тесных условиях.
Правда ее габаритные размеры иногда вызывают относительные неудобства:
- ⚡проблематично подлезть в небольшую распредкоробку для опрессовки проводов. Голова пресса туда просто не помещается.
- ⚡неудобно прессовать на весу. Верхняя часть из-за своей массивности перевешивает.
- ⚡при обжиме наконечников больших сечений 50-70мм может возникнуть проблема с доставанием наконечника из тела матрицы (бывает ее закусывает). С маленькими наконечниками таких бед, как правило не происходит.
В верхней части ПГР расположен дроссельный винт, который ослабляет нажим матриц сбрасывая давление масла внутри пресса.
И наоборот, при обжиме, для создания необходимого давления этот винт необходимо закрывать. Для визуального отличия, модели с ручным сбросом давления выполняют синего цвета.
Обязательно контролируйте момент усилия сжатия матриц. Иначе избыточное давление может привести к выходу из строя инструмента.
 Существует модель с автоматическим клапаном сброса — КВТ ПГРс-70 (дороже примерно на 1000р). Здесь вы уже можете не бояться что поломаете пресс, если не рассчитаете с усилием и переборщите с нажимом ручки нагнетающей давление.
Существует модель с автоматическим клапаном сброса — КВТ ПГРс-70 (дороже примерно на 1000р). Здесь вы уже можете не бояться что поломаете пресс, если не рассчитаете с усилием и переборщите с нажимом ручки нагнетающей давление.
Данный класс инструмента уже не относится к эконом классу, что подтверждает также хромированные детали пресса.
Процесс опрессовки ручным гидравлическим прессом
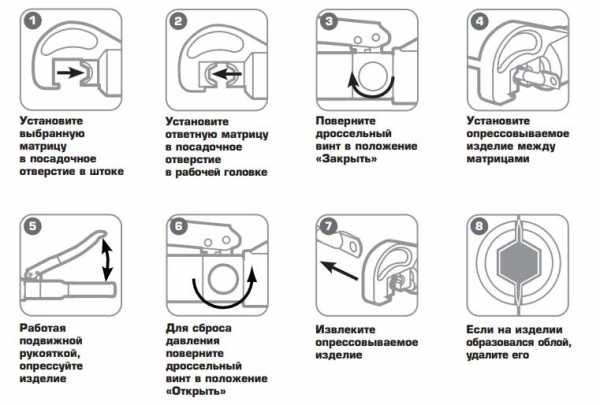
Для процесса опрессовки соблюдайте следующую последовательность:
- ⚡перекрываете дроссельный винт
- ⚡вставляете наконечник между матрицами
- ⚡ручкой за 3-4 качка нагнетаете давлениеВ этот момент будет работать механизм быстрого хода штока пресса.
- ⚡после смыкания матриц продолжайте нагнетать давление
- ⚡при достижении максимального значения — автоматически сработает клапан — для ПГРс-70. Для пресса бюджетного типа ПГР-70 контролируйте усилие вручную.
- ⚡только после этого можно открыть дроссельный винт (колесико) и вернуть матрицы в исходное положение
- ⚡при появлении оплоя (так называемые ушки) удалите его напильником.
Пресс ручной гидравлический ПГРс-70АМ
 Модель ПГРс-70АМ как видно из маркировки также предназначена под наконечники до 70мм2.
Модель ПГРс-70АМ как видно из маркировки также предназначена под наконечники до 70мм2.
Характеристики:
- ⚡максимально создаваемое давление — 5тн
- ⚡прессуемые наконечники:алюминиевые 10-70мм2медные 4-70мм2
- ⚡вес — 1,35кг
- ⚡длина 27см
 Этот пресс уже однозначно относится к инструменту для профессионалов. Главной особенностью является то, что рабочая головка, корпус и гидроцилиндр выполнены из высокопрочного алюминиевого сплава. Более того, корпус и гидроцилиндр в этом инструменте — это одна цельная деталь. Из металла изготовлена только рукоятка.
Этот пресс уже однозначно относится к инструменту для профессионалов. Главной особенностью является то, что рабочая головка, корпус и гидроцилиндр выполнены из высокопрочного алюминиевого сплава. Более того, корпус и гидроцилиндр в этом инструменте — это одна цельная деталь. Из металла изготовлена только рукоятка.
Как результат — вы получаете очень прочную, надежную и легкую конструкцию. Здесь уже можно забыть о тех неудобствах в опрессовке на весу, которые сопровождали предыдущие модели.Ну и безусловно выделяется форма пресса. 
Рабочая голова в нем расположена под 90 градусов к рукоятке и выполнена более цилиндрической формы, чем в ПГР(с)-70. Еще она может поворачиваться вокруг своей оси на 180 градусов. Все эти изменения дают более комфортную работу при обжатии наконечников в распредкоробках и труднодоступных местах.
Автоматический процесс обжатия
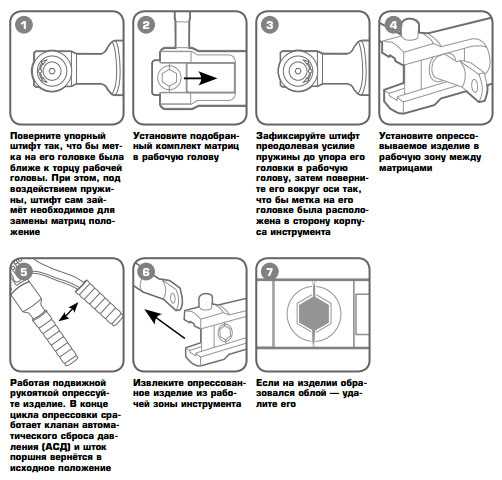
В модели ПГРс-70АМ выполнена полная автоматизация ручного процесса опрессовки. В конце обжатия наконечника, вам уже не нужно дожидаться щелчка и вручную сбрасывать давление жидкости, откручивая колесико. Пресс оснащен системой АСД — автоматический сброс давления.
Давление не только самостоятельно сбрасывается, сигнализируя об окончании процесса обжатия, но и опрессовочные матрицы автоматически разводятся в первоначальное положение.
Если же вам понадобится вручную прервать процесс и развести матрицы, достаточно нажать специальную педаль сброса.
Верхняя часть головки оснащена упорным подпружиненным штифтом. Он надежно фиксируется в корпусе как в открытом положении так и закрытом. Уже не нужно беспокоиться, о том что штифт может нечаянно выпасть, особенно если вы работаете на высоте. В закрытом состоянии для проверки правильности положения штифта имеется метка. Она должна смотреть в сторону рукояток.
А когда понадобится вручную снять штифт целиком, берете шестигранник и откручиваете им винты, расположенные в торцах.
Эксплуатация гидравлических прессов ПГР — ошибки и рекомендации
Таблица сравнения
| Длянаконечников | 4-70мм2 | 4-70мм2 | 4-70мм2 |
| Автоматическийсбросдавления | нет | есть | есть |
| Автоматическийразводматриц | нет | нет | есть |
| Максимальноеусилие | 5тн | 5тн | 5тн |
| Материализготовления | Высокопрочный металл | Хромированный металл | Алюминиевый сплав |
| Вес | 1,7кг | 1,8кг | 1,3кг |
| Рабочаяголова | С-образная | С-образная | Цилиндрическая |
| Клапанручногосброса | есть | есть | есть |
| Цена | 4000р | 5000р | 17000р |
Инструкции по эксплуатации
Скачать инструкцию по эксплуатации для пресса марки ПГР-70 и ПГРс-70
Скачать инструкцию по эксплуатации для пресса марки ПГРс-70АМ
Статьи по теме
domikelectrica.ru











Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
