ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Особенность сборки диодного моста для сварочного аппарата. Выпрямитель напряжения для сварочного аппарата своими руками
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности

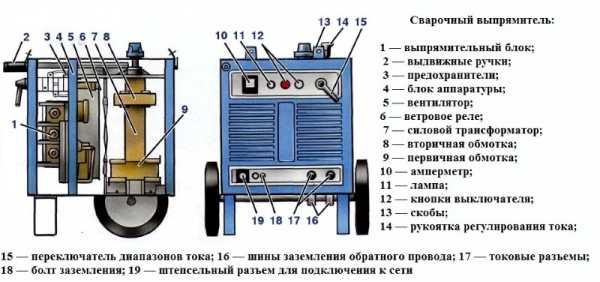
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный – на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.

Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов – они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
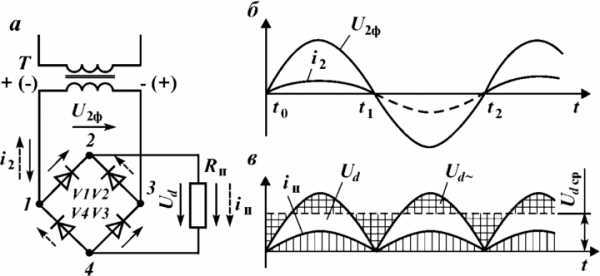
Принцип работы однофазной мостовой схемы
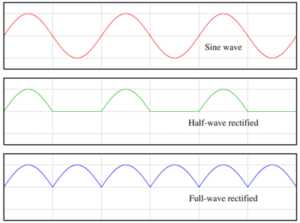
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
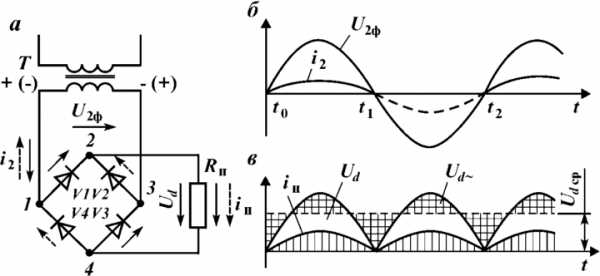
Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток – на видео:
foxremont.com
сборка диодного моста своими руками
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка
 При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
svaring.com
| индустрия » Электротехника » Сварочные аппараты » Сварочный выпрямитель Изготовить сварочный выпрямитель своими руками при наличии комплектующих деталей, материалы для радиатора крепление вентилей и основного составляющего,
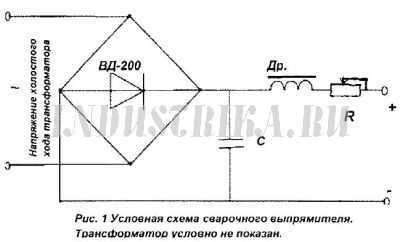
Первоначально необходимо подобрать готовый понижающий трансформатор с требуемыми параметрами. Обычно это не удается и его нужно намотать самостоятельно. Но предварительно должен быть сделан расчет его элементов, включая размеры магнитопровода (площадь сечения сердечников), количество витков и размер сечения шин и проводов. Расчет трансформатора выполняется по единой методике и не представляет трудностей со школьными знаниями электричества. Простейший сварочный выпрямитель своими руками может быть выполнен по схеме, приведенной на Рис. 1. Диодный выпрямитель, собранный по мостиковой схеме монтируется на радиаторе для теплообмена и охлаждения. Мощные диоды типа ВД-200 выделяют при работе много тепла. Для обеспечения падающей характеристики тока (вольтамперной) последовательно в цепь включается дроссель. Активное переменное сопротивление (реостат) в последовательной цепи позволяет производить плавную регулировку сварочного тока. Один полюс подключается к сварочному электроду, а второй к свариваемому объекту. Электролитический конденсатор на схеме работает как сглаживающий фильтр для снижения пульсаций. Реостат вполне под силу намотать самому, для подобной работы необходим керамический сердечник (годится керамическая трубка изолятора) и проволока из никелина или нихрома. Диаметр проволоки зависит от величины регулируемого тока сварки. Расчет сопротивления реостата производится на основании удельного сопротивления проволоки, ее сечения и общей длины. От диаметра витков будет зависеть шаг (ступень) регулировки тока сварки. Таким образом, самодельный сварочный выпрямитель можно изготовить в домашних условиях, при наличии необходимых материалов, на 100%. Читайте также
| Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока
Под блоком питания дуги в общем случае подразумевается схема состоящая из силового трансформатора и регулирующих элементов, улучшающих характеристику дуги а также выпрямитель и другие устройства. В самом простом варианте, если рассматривать схемы изготовления сварочного аппарата своими руками, то источником питания для дуги является только один силовой трансформатор, без использования дополнительных блоков и узлов. 
Блок питания заключается в корпус и оборудуется всеми необходимыми мелочами: соединительными разъемами и клеммами, специальными выключателями и регуляторами. Корпус сварочника можно оборудовать ручками для переноски и колесиками. Подобную конструкцию достаточно хорошего качества сварки можно изготовить самостоятельно и своими руками. Главный секрет самодельного аппарата это небольшое понимание процесса сварки, правильный выбор материала, ну и вложить в процесс изготовления устройства кусочек своей души, мастерства и терпения. Однако, если вы решились на самостоятельную сборку аппарата, вам будет гораздо легче, если свы поймете основные базовые теоретические навыки, касающиеся момента горения сварочной дуги и плавления электрода, характеристик трансформаторов, магнитопроводов. Это главный элемент любой схемы сварочного устройства, он понижает сетевое напряжение до 50...80 В. Работает трансформатор в особых условиях, их называют дуговом режиме при этом происходит максимальная отдача мощности. Поэтому трансформаторы должны спокойно выдерживать протекание больших токов до 200 А. Силовые характеристики трансформаторов должны сочетаться с их динамическими - ВАХ трансформатора должна соответствовать определенным требованиям, иначе ее нельзя будет использовать для ручной сварки. Конструкции типовых трансформаторов сильно отличаются друг от друга. Разнообразие самодельных сварочных трансформаторов огромное, так как в их конструкциях много уникальных решений, но помимо этого самодельные конструкции трансформаторов очень просты: в них отсутствуют дополнительные элементы для регулировки тока, а регулировка происходит путем переключения витков катушек или с помощью других внешних специализированных устройств. 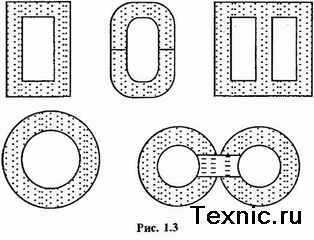 Трансформатор состоит из магнитопровода, состоящего из наборных пластин специальной трансформаторной стали, первичной и вторичной обмотки, часто собранных с отводами для регулировки или схемы устройства. Если трансформатор рассчитан на заданный ток, то варить можно сразу с выхода вторичной обмотки, без дополнительных схемных решений ограничения тока. Первичную обмотку рекомендуется изготавливать с отводами - это позволяет немного изменять сварочный ток, а при некоторых условиях поднастроить трансформатор под просевшее напряжение сети. Главной частью трансформатора является магнитопровод. В большинстве случаев при изготовлении своими руками применяют магнитопроводы со списанных силовых и старых телевизионных трансформаторов, а также статоров электродвигателей. Этим объясняется огромное разнообразие изготовленных народными умельцами различных типов магнитопроводов сварочных трансформаторов.
Кроме основных параметров трансформатора таких как геометрические размеры магнитопровода, число витков его обмоток, величина уровня входного и выходного напряжения, потребляемый и максимальный на выходе ток имеются еще ряд характеристик для электросварочной системы, которые трудно оценить в домашних условиях или измерить с помощью самодельных измерительных приборов, однако именно эти характеристики определяют степень годности сварочного трансформатора в качестве источника питания для ручной сварки, в том числе и для формирования качественного шва. Что напрямую зависит от способности трансформатора стабильно держать ток, что описывается таким тезническим параметром, как внешняя вольт амперная характеристика (ВАХ) источника питания. Внешней ВАХ называется зависимость напряжения на разъемах источника от величины сварочного тока.Сварочный ток зависит от нагрузочных свойств трансформатора и от электрической дуги. Для ручной сварки используется только крутопадающая характеристика (3), жесткая и пологопадающая используются только в автоматах. Характеристики сварочной дуги. Дуга это длительный электрический разряд на конце электрода и области дуговой зоны металла. При зажигании дуги сначала произойдет пробой газового промежутка электронами, а затем процесс стабилизируется и в дуговом промежутке появится также ионная проводимость. Помимо этого, стабилизатором горения дуги считается плавящаяся и испаряющаяся обмазка электродов. В процессе соединения металом плавящимся электродом, под воздействием высоких температур, осуществляется плавление металла и формирование капли, а затем ее отрыв от электрода и перенос на металл конструкцию. Диаметр формирующихся капель и скорость их появления зависят от силы тока, диаметра электрода, длины дуги. Если трансформатор работает хорошо, дуга горит стабильно, а наплавленный металл ложитсяровно - значит, все сделано правильно; если нет, то характеристика ВАХ трансформатора близка к жесткой. Тогда можно это исправить включив в цепь балластное сопротивление резистора номиналом в сотые доли ома, например кусочек проволоки из нихрома. Балластный резистор немного ограничит максимальный ток трансформатора, что подправит его внешнюю характеристику. Так можно получить хорошие результаты горения дуги при сварке в ручном режиме. Улучшения крутизны внешней характеристики трансформатора можно также добится увеличив его выходное напряжения холостого хода, хотя при этом снизится КПД трансформатора. Еще один полезный технический параметр, характеризующий работу устройства -Динамическая характеристика источника питания. Как известно, источник питания дуги должен обладать быстрой реакцией на изменения тока и напряжения в дуге. Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги. Это время и считается динамической характеристикой источника питания. Оно не должно быть более 0,05 с на 25 Вольт. Эта особенно значимо при замыкании капель расплавленного металла дугового промежутка, то есть в момент перехода трансформатора в режим короткого замыкания. Сила тока короткого замыкании во вторичной обмотке может быть выше сварочного тока в два раза. Для режима ручной в самодельных сварочных аппаратах своими руками, малое отношение токов могут оказаться отрицательным фактором. Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги , т.е она продолжает гореть при увеличении ее длины. Эластичность дуги величина колличественная, ее критерием является ее максимальная длина, при которой дуга способна существовать. Дуга способна загореться только при достижении в начале полупериода необходимого напряжения. Дуга переменного тока может зажигатся и гаснуть по 100 раз за секунду и гореть отдельными вспышками. Это зависит от напряжение холостого хода и фазового сдвига между напряжением холостого хода и током дуги. Сократить паузы в горении дуги можно повысив напряжения холостого хода. Однако не следует повышать его выше уровня 80 В с точки зрения электробезопасности. Лучше это решить с помощью схемотехнических возможностей, включив в цепь дросселя, приводящие к фазовому сдвигу между током и напряжением. Сварочная дуга после этого может не иметь перерывов в горении вообще, так как она поддерживается ЭДС самоиндукцией. На постоянном токе дуга более стабильна, швы получаются более лучшими. Постоянный ток в сварочных аппаратах собранными своими руками появляется после выпрямления его переменным током с помощью мощных выпрямительных мостов. Например на основе мощных диодов типа В-200 с максимальным ток до 200 Ампер). Эти диоды обладают большими размерами, а их корпус необходимо установить на радиаторы. Лучше будет если вместо отдельных диодов использовать уже готовый диодный мост. Диодные мосты в случае необходимости можно соединить параллельно для увеличения предела максимального тока. Форму постоянного напряжения легко сгладить, использовав на выходе конденсатор емкостью от 10000 мкФ. При этом емкость подключается через сопротивление, который необходим, т.к в момент зажигания дуги происходит касание электрода к металлу и создается короткое замыкание.
Специфика расчета заключается в том, что при изготовлении самодельного аппарата параметры необходимо подстраивать под имеющийся магнитопровод. Часто трансформатор собирается не из самого лучшего материала для магнитопровода, и наматывается не лучшим проводом.
Достоинства аппаратов постоянного тока перед их «переменнотоковыми аналогами хорошо известны. Это мягкое и плавное зажигание дуги, возможность соединять тонкостенные детали, меньшее разбрызгивание металла, отсутствие непровариваемых участков.
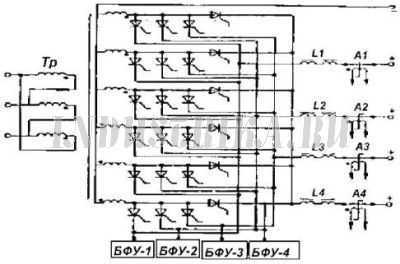
Выходное переменное напряжение со вторичной обмотки силового трансформатора — 54 вольта. Использованы мощные тиристоры — Т161 — 160, управляемые оптотиристорами типа ТО125 — 12,5. Диоды мощные типа Д151 — 160. Это схема позволяет варить электродами до 3-4мм. После выпрямителя в схеме имеються три конденсатора по 15000 микрофарад на напряжение 80 вольт, и дроссель. Дроссель изготавливае5тся на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения которого 25 см2 . Намотка осуществляется толстым медным проводом до заполнения каркаса. 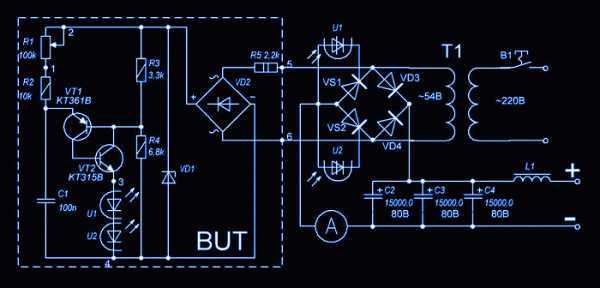 Блок управления тиристорами выполнен на двух биполярных транзисторах, это стандартный релаксационный генератор с аналогом динистора. Стабилитрон VD1 типа Д814Д. Выпрямительный мост КЦ405Е или его аналог. 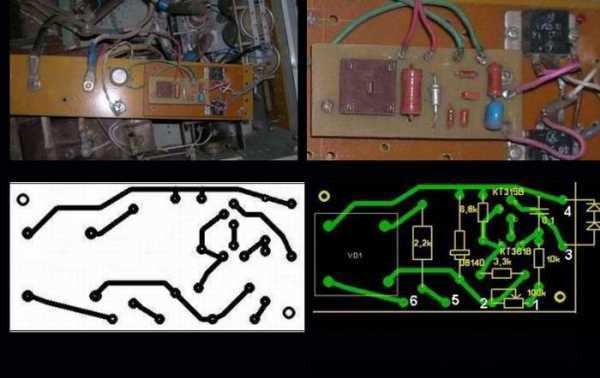 |    |
 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители


www.samsvar.ru
принцип работы и самостоятельная сборка + Видео
Как работает?
Выпрямитель для сварочного аппарата – это устройство, которое преобразует переменный ток в постоянный. Устройство сварочного выпрямителя: силовой трансформатор, блок выпрямителя, измерительная, защитная и регулирующая пуск аппаратура. Трансформатор меняет энергию, подаваемую из сети в энергию, необходимую для сварочных работ, а также согласует значения сетевого напряжения с напряжением на выходе.
Однопостовые сварочные выпрямители используют трехфазные трансформаторы, поскольку это помогает уменьшать пульсацию напряжения, которое делает сварочные соединения менее качественными. Регулятор тока позволяет формировать жесткую или падающую внешнюю характеристику. Это дает возможность устанавливать режимы сварки и необходимое значение напряжения.
Схема сварочного выпрямителя достаточно простая: собирается он на трехфазной мостовой схеме, иногда на однофазной схеме двухполупериодного выпрямления. Трехфазная конструкция дает более равномерное напряжение и хорошие технико-экономические показатели. Проводниками служат кремневые или селеновые вентили.
Примечание! Для домашнего использования трехфазная схема также будет лучшим вариантом.
Семейство выпрямителей
Силовая конструкция бывает разная, и она влияет на формирование нескольких видов выпрямителей:
- Регулируемые трансформатором;
- Тиристорные;
- Регулируемые транзисторами;
- Инверторные;
- С дроссельным насыщением.
Также они делятся на виды по вольт-амперным характеристикам. Механизированная сварка под флюсом в аппаратах с саморегулированием дуги действует с однопостовыми выпрямителями с жесткими характеристиками. Реже применяются многопостовые сварочные выпрямители. Зачастую в них задействован трансформатор с нормальным магнитным рассеванием. Есть несколько способов регулирования напряжения:
- Регулирование витковое – используется в выпрямителе с секционированной обмоткой;
- Магнитное – применяется в аппаратах с магнитной коммуникацией и дроссельным насыщением;
- Фазовое – в выпрямителе тиристорном;
- Импульсное – таким методом обладает инверторный сварочный выпрямитель.
Примечание! Аппараты ручной сварки применяют выпрямители с падающими внешними характеристиками.
Выпрямитель сварочный в домашних условиях
Многие мастера смогут подтвердить, что самодельный сварочный выпрямитель, который сделанный качественно, ничем не будет уступать заводскому агрегату. Для его создания не нужно обладать глубокими познаниями в мире электроники и механики, достаточно лишь иметь в наличии все необходимые элементы. Конструкция его следующая. Выпрямитель объединяется с трансформатором и вентилятором охлаждения. Сам выпрямитель собирается на диодах, которые монтируются в центре на кронштейны-радиаторы.
Каждый диод со всех сторон продувается потоком воздуха через вентилятор и внутреннюю воронку. Однако, чтобы такое продувание было качественным, необходимо продумать компоновку аппарата. Так, отверстия большого диаметра должны быть на стяжной крышке и в основании, к которому монтируется вентилятор. Один диод требуется подключить к общей клемме, а другой – к одному из выводов трансформатора.
Важно! Если требуется напряжение в 6-18 Вольт, то оба диода делаются переходными.
Такой сварочный выпрямитель своими руками собирать несложно. С его помощью улучшается зажигание дуги за счет увеличения напряжения холостого хода. Также увеличивается количество тепла, что очень полезно для сварки тонких деталей.
ogodom.ru
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
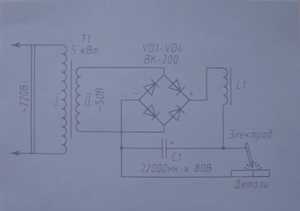
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.На рис.1 показаны• сердечник, на который мотается первичная и вторичная обмотки;• диодный мост из четырех диодов;• дроссель;• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:

- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
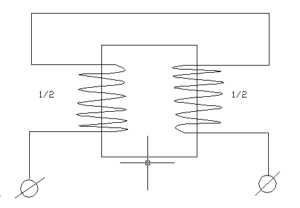
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
svarka-master.ru
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Сварочный выпрямитель
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
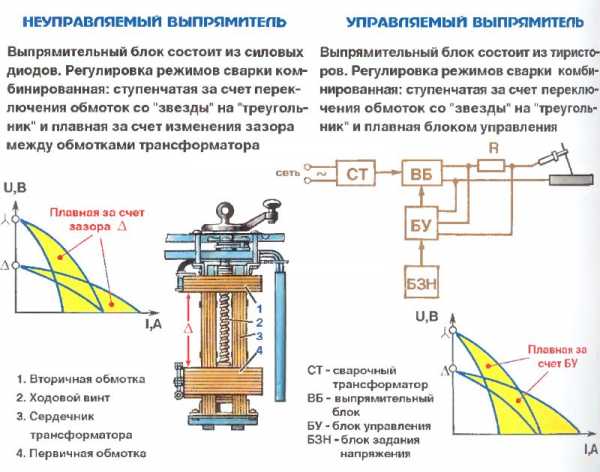
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Схема регулятора тока для сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.
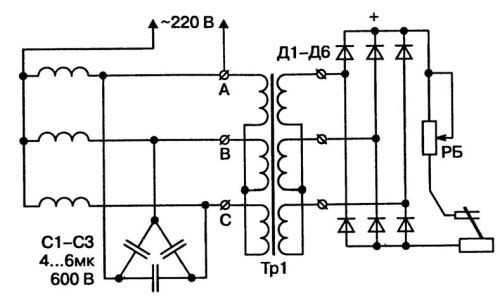
Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Вернуться к оглавлению
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Вернуться к оглавлению
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока — включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного — до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Вернуться к оглавлению
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Вернуться к оглавлению
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Вернуться к оглавлению
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор — это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле — тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной — VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Вернуться к оглавлению
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат — это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
expertsvarki.ru










Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
