ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Своими руками сварочный инвертор на тиристорах: инструкция по сборке. Сварочный аппарат своими руками на тиристорах
способы регулирования вольтамперной характеристики сварочных полуавтоматов
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
 При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
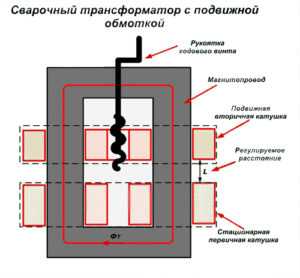
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
svaring.com
Своими руками сварочный инвертор на тиристорах: инструкция по сборке. Сварочный аппарат своими руками на тиристорах
Сварочный аппарат своими руками

Радиолюбителю нужны не только транзисторы, конденсаторы, микросхемы. Часто просто необходимо иметь даже такое устройство, как сварочный аппарат, который мы предлагаем собрать своими руками. Т.к. промышленные сварочные аппараты, как правило, огромны и тяжеловесны. Этот же — легкий, переносной и весит всего 26 кг.
Питающее напряжение промышленных сварочных аппаратов 380 В, что не всегда удобно и всегда небезопасно. Главную тяжесть сварочного аппарата составляет трансформатор с Ш-образным сердечником. У лабораторного автотрансформатора /ЛАТР/ сердечник круглый, в виде бублика. Взял два сердечника от ЛАТРов, с внутренней стороны каждого отмотал часть стальной ленты, образующей сердечник, так, что дырка бублика стала больше, и разместил первичную обмотку трансформатора /WI/, как показано на рисунке. Чтобы площадь сечения сердечника не изменилась, перед установкой обмотки снятую часть стальной ленты намотал на внешнюю сторону сердечника-бублика. Провод для первичной и вторичной обмоток я подобрал из расчета, что ток сварки — 80 А, то есть можно варить трехмиллиметровым электродом. Так я получил компактный и довольно легкий сварочный трансформатор.
Вторая задача — добиться плавного регулирования сварочного тока, для чего нужно иметь возможность менять вторичное напряжение. Это особенно важно, когда сварщик работает далеко от питающей сети и ему желательно поднять напряжение, чтобы скомпенсировать потери в длинных проводах. В сварочных аппаратах, выпускаемых промышленностью, напряжение регулируется грубо, ступенчато, переключением обмоток. Свой я снабдил схемой выпрямления напряжения, построенной на тиристорах /см. схему/. Для надежности взял тиристоры на рабочий ток, вдвое превышающий ток сварочного аппарата. На выходе аппарата получил выпрямленное регулируемое напряжение до 50 В. Выходные данные аппарата позволили использовать его и для зарядки аккумуляторов. Если выходные клеммы присоединить к аккумулятору, он поможет завести автомобиль. Поскольку аппарат легко переносить, им можно пользоваться и как источником постоянного тока, если где-то вдали от питающей сети потребуется паяльник или другой инструмент с напряжением, ниже 50 В.
Размеры аппарата 400 х 220×220 мм, каркас сварен из алюминиевых уголков 20 х 20 мм, панели алюминиевые толщиной 2,5 — 3 мм. В верхней, нижней и передней высверлены отверстия для вентиляции. К боковой стенке приварена полочка, на которой установлены тиристоры. Их радиаторы отделены от стенки и каркаса изолирующими втулками.
Трансформатор можно выполнить и на другом железе, например, типа ШЛ. Но тогда увеличится объем сердечника трансформатора, а с ним и всего аппарата, да и магнитные характеристики будут хуже.
При намотке вторичной обмотки трансформатора не забудьте охватить ею оба кольца сердечника, иначе не получите на выходе аппарата желаемого напряжения 50 В. На схеме точками обозначено, где начало обмоток.
Очень важна правильная фазировка вторичной и управляющей обмоток. Если захотите расширить диапазон регулирования напряжения, поставьте конденсатор типа МБГО в 10 мкф на 160 В.
На схеме не показан автомат со стороны питающего напряжения 220 В. Он необходим и для включения-выключения аппарата, и для защиты от перегрева. У меня был под рукой автомат АП-50 с тепловым расцепителем на 40 А. Можно поставить любой другой автомат, лишь бы он подходил по параметрам. Если необходимо варить часто, то во избежание неприятностей купите счетчик на 40 А. Замечу что при токе сварки 80 А /трехмиллиметровый электрод/ из сети потребляется ток не более 20 ампер. В этом режиме аппарат может работать длительное время. При сварке электродами большего диаметра время сварки придется сократить. Так, если потребуется варить пятимиллиметровым электродом, то, израсходовав два электрода, почувствуете, что аппарат перегрелся, а это крайне нежелательно».
На два круглых сердечника с диаметром отверстия 80 мм намотана первичная обмотка W1 двумя участками по 240 витков, провод ПЭТВ-2 диаметром 1,6 мм. Вторичная обмотка W2 выполнена из профильного провода ПЭТВП сечением 20 мм. Мотается сначала 24 витка, потом еще 24, и затем участки соединяются последовательно. Обмотка управления W3 наматывается на любое из двух колец сердечника проводом ПЭВ-2 диаметром 0,35 мм. Мотать лучше всего сразу двумя проводами, а сделав 24 витка, соединить два участка последовательно.
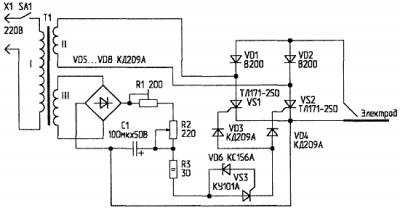
Электрическая схема аппарата: R1 —нерегулируемое сопротивление 10 Ом, 10 Вт, R2 — регулируемое сопротивление 1- 2 ком, 10 Вт. УД1,2-диодыД226, УДЗ,4 — тиристоры Т160. S — пакетный выключатель на ток до 50 A. Wl, W2,W3 — обмотки трансформатора. V — вольтметр. Конденсатор С — 0,5 мкф, 160 В.
Простой выпрямитель АРУ для UW3DI — Т
Умножитель напряжения
Читайте также
Сварочный инвертор на тиристорах самодельный: изготовление оборудования
Самодельный сварочный инвертор изготавливают, используя тр
les66.ru
СВАРОЧНЫЙ АППАРАТ - Всякая всячина - Схемы разных устройств - Схемы
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, расчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6мм), то и значение тока должно быть пропорционально изменено.

Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной - можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.


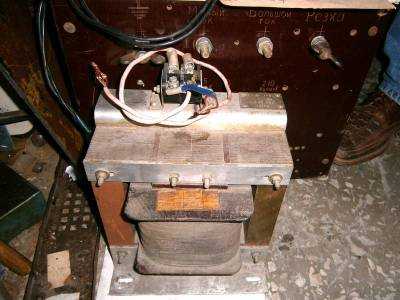
В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.


Она так-же крепится на общее основание. Для ввода сети 220В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе - оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор - он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.
Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зфиксировать этот момент.

Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200мкФ 100В. Соединив их с помощью двух медных полосок паралельно, получил вот такую батарею.

Проводим опять испытания - электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание - это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем - в коптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4мм по Ш-железу и имеющий вес 16кг.

Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны - учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
http://elwo.ru/publ/svarochnyj_apparat/1-1-0-465
radioklon.ucoz.ua
Своими руками сварочный инвертор на тиристорах: инструкция по сборке
Сварочный инвертор – это достаточно популярный аппарат, который является необходимым и в домашнем хозяйстве, и на промышленном предприятии. Это не удивительно, ведь те источники питания, которыми пользовались раньше (преобразователи, трансформаторы, выпрямители), обладали многими недостатками. Среди них можно назвать массу и габариты, большую энергоемкость, но маленький диапазон регулирования режима сварки и низкую частоту преобразования. Сделав своими руками сварочный инвертор на тиристорах, вы получите мощный блок питания для необходимых работ. Также это поможет существенно сэкономить вам средства, хотя все равно потребует определенных трудовых и материальных затрат.

Схема тиристорного сварочног инвертора с частотой до 1000гц.
Сварочный инвертор: особенности и функции аппарата
Работа инвертора заключается в том, чтобы преобразовывать переменный сетевой ток в его постоянный высокочастотный аналог.
Это происходит в несколько этапов. К выпрямительному блоку из сети идет ток. Там, после трансформации, напряжение из переменного становится постоянным. А инвертор производит обратное преобразование, то есть поступающее постоянное напряжение снова становится переменным, но с уже более высокой частотой. После этого напряжение понижается трансформатором, через выходной выпрямитель происходит модификация этого параметра в высокочастотное постоянное напряжение.
Конструкция сварочного инвертора и его особенности
Благодаря тому что в конструкции аппарата отсутствуют тяжелые детали, он является очень компактным и легким. В нее входят следующие составляющие:
Устройство простого инвертора с перекрестными связями.
- инвертор;
- сетевой и выходной выпрямители;
- дроссель;
- высокочастотный трансформатор.
Даже начинающие сварщики могут работать с такими аппаратами. Их применяют как в быту, так и в строительной сфере или в автосервисах. Благодаря тому что присутствует регулировка рабочих режимов, варить можно и тонкие, и толстые металлы. А повышенные условия горения дуги и формирования сварного шва дают вам возможность варить сварочными инверторами любые сплавы, черные и цветные металлы, используя все возможные технологии их сварки.
Преимущества использования инвертора
В области сварного оборудования такие аппараты пользуются особым спросом из-за множества своих преимуществ и достоинств. Сделав инвертор своими руками, вы получите:
Устройство сварочного инвертора .
- возможность варить сложные цветные металлы и конструкционные стали;
- защиту от перегревов, колебаний сетевого напряжения, перегрузов по току;
- высокую стабильность сварного тока даже при том, что напряжение может колебаться в сети;
- качественно сформированный шов;
- при сварке практически не будет разбрызгивания;
- горение дуги будет стабилизированным в заданном ключе, даже если наблюдается внешнее неблагоприятное воздействие;
- многие другие полезные в работе функции.
Схемы инвертора своими руками
Взяв за основу то, как строится схема и как управляется сам процесс инверторного преобразования, выделяют несколько видов аппаратов, которые являются самыми распространенными в использовании. Варианты полного моста и полумоста относятся к двум двухтактным схемам, а «косой» мост – к однотактной. Схема полного моста, которую называют двухтактной, работает с двухполярными импульсами. Они подаются на ключевые транзисторы (которые являются парными), а те запирают и открывают электрическую цепь.
Схема инвертора “косой” мост.
Полумостовая схема будет отличаться от предыдущего варианта тем, что потребление тока у нее повышенное. Как ключи выступают транзисторы, работающие по той же двухтактной модели. На каждый из них подается половина входного напряжения сети. Мощность инвертора, в сравнении по току с полным мостом, составляет половину значения. Подобная схема имеет свои преимущества в маломощных устройствах. К тому же можно использовать группу транзисторов, а не один очень мощный.
Последний вариант – «косой» мост. Это инверторы, которые работают по однотактному принципу. Тут вы будете иметь дело с однополярными импульсами. Одновременное открытие транзисторных ключей исключит возможность короткого замыкания. Но среди недостатков этой схемы выделяют подмагничивание магнитопровода трансформатора.
Посмотрите на одну из стандартных схем инвертора. Это конструкция по проекту Ю.Негуляева. Чтобы собрать такой аппарат в домашних условиях, потребуется ваше желание, готовность к работе и необходимая элементная база, которую вы сможете либо найти на радиорынке, либо выпаять из старой бытовой техники.
Инструкция по сборке аппарата
Стандартная схема инвертора по проекту Ю.Негуляева
Возьмите 6-миллиметровую плиту из дюралюминия. Присоедините к ней все отдающие тепло проводники и провода. Учтите, что здесь провод не нужно опоясывать термоизолирующим материалом. Используя старую схему (к примеру, компьютера), вам не придется отдельно искать транзисторы и тиристоры.
Далее подготовьте специальный высокомощный вентилятор (вы можете воспользоваться даже автомобильным радиатором). Он будет обдувать все, включая резонансный дроссель. Не забудьте прижать последний к вашей основе с помощью прокладочного уплотнителя.
Для изготовления самого дроссельного прибора возьмите шесть медных сердечников. Их можно найти на рынке или сделать самому из деталей ненужного старого телевизора. Прижмите диоды к основанию схемы, а потом присоедините к ним стабилизаторы напряжения и изоляционные уплотнители.
Ставя трансформатор, заизолируйте проводниковые пучки с помощью изоленты или фторопластовой полосы. Разведите проводники в разные стороны, чтобы они не контачили и не вызывали сбоев в работе. На полевом транзисторе понадобится провести монтаж силового поля, чтобы продлить работоспособность вашего инвертора. Для этого возьмите медный провод 2-миллиметрового сечения. Залужив его, обмотайте в несколько слоев обычной ниткой. Так вы защитите ваш проводник от разных повреждений и при пайке, и при сварке. Чтобы закрепить монтаж, используйте изолирующие пяточки. Так вы еще и перенесете на них нагрузку с транзисторов.
http://youtu.be/UX81XigBgBY
Дюралюминиевые пластины послужат в качестве своеобразных прокладок для того, чтобы прижать к радиатору транзисторы и тиристоры. Вы можете прикрепить их с помощью небольших винтов.
Позаботьтесь о вторичной обмотке, потому что так у вас будет лучше функционировать вентиляция трансформатора. Выводите ее при необходимости на цилиндры из феррита. Еще одним вариантом может послужить средневолновой приемник питания, а оттуда энергия пойдет к сердечникам и далее по схеме.
Не забудьте и о настройке сварочного инвертора для того, чтобы аппарат функционировал исправно.
moyasvarka.my1.ru








Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
