ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Курс IT Essentials. Контрольная работа по главе 2. Знакомство с техникой безопасности при выполнении лабораторных работ и использование инструментов. Какой инструмент предназначен для ослабления или закрепления винтов с крестообразным шлицем
Курс IT Essentials. Контрольная работа по главе 2. Знакомство с техникой безопасности при выполнении лабораторных работ и использование инструментов.
Контрольная работа по главе 2. Знакомство с техникой безопасности при выполнении лабораторных работ и использование инструментов.
Вопрос 1.Какое средство следует использовать для проверки критически важных системных файлов Windows и замены поврежденных файлов?
FdiskDefrag+++ SFCChkdsk
Средство проверки системных файлов Windows (SFC) сканирует и автоматически восстанавливает поврежденные системные файлы. Chkdsk используется для проверки целостности файловой системы на жестком диске. Fdisk используется для создания и удаления разделов на диске. Defrag используется для оптимизации пространства жесткого диска с целью ускорения доступа.проигрыватели Blu-ray+++ микроволновые печидомашние кинотеатрывнешние жесткие дискилампы накаливания+++ беспроводные телефоны
Радиочастотные помехи (РЧП) — это помехи, вызываемые радиопередатчиками и другими устройствами, создающими радиоволны на такой же частоте.Вопрос 3.Назовите две угрозы безопасности при работе с лазерными принтерами. (Выберите два варианта.)
громоздкие блоки установки печатных платтяжелые металлыпроприетарные блоки питания+++ высокое напряжение+++ горячие компоненты
При начальном включении питания, а также при зарядке барабана в процессе подготовки к записи данных на барабан лазерным принтерам требуется высокое напряжение. Именно поэтому лазерные принтеры обычно не подключаются к ИБП. Лазерный принтер также оснащен блоком термофиксатора, который предназначен для надавливания на тонер при высокой температуре для надежного закрепления тонера на бумаге. Перед выполнением работ внутри лазерного принтера его необходимо отключить от питания и дождаться охлаждения блока термофиксатора.инструмент для заделки кабеляадаптер обратной петлиобжимной инструмент+++ генератор тона и щуп
Обжимной инструмент («обжимка») предназначен для закрепления проводов в разъеме RJ-45. Инструмент для заделки кабеля используется для оконцовки сетевых кабелей. Генератор тона подключается к одному концу кабеля, а специальный щуп для определения тонового сигнала позволяет найти разъем или порт, которым оканчивается этот кабель. Адаптер обратной петли используется для проверки функционирования порта компьютера, например сетевого разъема RJ-45.Вопрос 5.Какой тип крепежа ослабляется и затягивается с помощью шестигранной отвертки?
винт с крестообразным шлицемвинт со шлицем+++ шестигранный болт болт со звездообразной головкой
Шестигранная отвертка подходящего размера используется для ослабления и затяжки болтов с шестигранной головкой.Вопрос 6.Назовите три рекомендации по безопасному ремонту оборудования. (Выберите три варианта.)
+++ Сгибать колени, когда поднимаете тяжелые предметы. Убедиться, что идентификационная карточка надета на шею и хорошо видна.Разложить все дополнительные детали, винты, измерительные приборы и инструменты рядом с корпусом, чтобы их было легко взять.При отсутствии отвертки откручивать винты с помощью острого кончика ножа.+++ Перед началом работы выключить питание принтера и компьютера.+++ Не открывать блок питания. Снять неплотно сидящие украшения. Золотые украшения можно оставить, потому что золото не проводит электричество.
Вопрос 7.Что из перечисленного ниже является правильным указанием по использованию баллончика со сжатым воздухом для очистки компьютера?
Не используйте сжатый воздух для очистки вентилятора ЦП.Распыляйте сжатый воздух на вентилятор охлаждения ЦП для проверки свободы вращения ротора вентилятора.Выполняйте очистку с помощью продолжительного непрерывного потока воздуха из баллона.+++ Не распыляйте сжатый воздух, держа баллон в перевернутом положении.
Вопрос 8.Какая угроза безопасности может возникнуть, если подвергнуть частично заполненный аэрозольный баллон воздействию высоких температур?
летальное напряжениеугроза органам дыханияотравление свинцом+++ взрыв
Любые банки или бутылки с растворителями, используемыми при очистке и ремонте компьютера, требуют осторожного обращения и должны рассматриваться как опасные отходы.Вопрос 9.Какое средство следует использовать для создания разделов на жестком диске?
+++ Управление дискамиSFCДефрагментацияСредство форматированияChkdsk
Программа управления дисками используется для создания или удаления различных типов разделов на жестком диске. Затем разделы форматируются под соответствующую файловую систему при помощи средства форматирования. Chkdsk, Defrag и SFC используются для выполнения других задач управления дисками.Вопрос 10.Каким способом допускается очищать компоненты компьютера?
использовать безворсовую ткань для удаления пыли внутри корпуса компьютераиспользовать нашатырный спирт для очистки ЖК-экрана+++ использовать очиститель для стекол, нанесенный на мягкую ткань, для очистки наружных поверхностей мышииспользовать медицинский спирт для очистки контактов
Вопрос 11.Какой прибор можно использовать для измерения сопротивления и напряжения?
петлевую заглушку+++ мультиметр тестер источника питаниякабельный тестерВопрос 12.Выберите определение термина «ЭСР».
Это тип помех, создаваемых электродвигателями.+++ Это внезапный разряд статического электричества, который может негативно повлиять на тот или иной компонент.Это устройство, обеспечивающее подачу постоянного уровня электрической мощности на компьютер.Это показатель тока, проходящего через электрические устройства.
Электромагнитные помехи (ЭМП) — это тип помех, которые могут создавать двигатели. Устройство, обеспечивающее подачу постоянного уровня электрической мощности на компьютер, называется источником бесперебойного питания (ИБП). ЭСР — это накопление статического электричества, которое в случае разряда через электронные компоненты может вызвать их повреждение.адаптер переменного тока+++ ИБП система аварийного электропитаниясетевой фильтр
Вопрос 14.Какое средство упростит для технического специалиста устранение неполадки, которая ранее уже была решена другим специалистом?
личный журнал устранения неполадокфорум производителя в Интернете+++ централизованный журнал закрытых заявок интерактивное компьютерное руководство
Документация может храниться в бумажном или электронном виде. Важно записывать все действия по обслуживанию и ремонту, чтобы другие технические специалисты могли использовать такие документы в качестве справочного материала при решении схожих проблем в будущем.
Документация может храниться в бумажном или электронном виде. Важно записывать все действия по обслуживанию и ремонту, чтобы другие технические специалисты могли использовать такие документы в качестве справочного материала при решении схожих проблем в будущем.Вопрос 15.Технический специалист случайно пролил чистящий раствор на пол рабочего помещения. Где он может найти инструкции по удалению и утилизации данного продукта?
+++ в сертификате безопасности в нормативах, предоставляемых местной администрацией по охране труда и технике безопасностиу местной группы по обращению с опасными материаламив страховой политике компании
В сертификате безопасности содержится сводная информация о материале, включая опасные ингредиенты, пожароопасность и требования по оказанию первой помощи.Вопрос 16.Технический специалист должен вести личный журнал,journal в который заносятся все действия по устранению проблемы с компьютером, включая любые изменения конфигурации.Ответ 1: journal
Вопрос 17.Какое средство может защитить компоненты компьютера от воздействия электростатических разрядов?
сетевой фильтрсистема аварийного электропитания+++ антистатический браслет ИБП
Антистатический браслет выравнивает электрический заряд между человеком и оборудованием, защищая оборудование от электростатического разряда.ithelp21.ru
ГОСТ Р 53935-2010 Отвертки слесарно-монтажные для винтов и шурупов…
ГОСТ Р 53935-2010(ИСО 8764-2:2004)
Группа Г24
ОКС 25.140.30ОКП 39 2660
Дата введения 2012-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 417-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-2:2004* "Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 2. Общие требования, длина лезвий и маркировка ручных отверток" (ISO 8764-2:2004 "Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 2: General requirements, lengths of blades and marking of hand-operated screwdrivers").________________* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке. - Примечание изготовителя базы данных.
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 2, 4, 5, 6, 7 и в пунктах 3.1.1-3.1.3; 3.2.1-3.2.6, 3.2.9-3.2.12 и выделены курсивом*._______________* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" и таблице ДА.1 приложения ДА приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - Примечание изготовителя базы данных.Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕИнформация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети ИнтернетВНЕСЕНА поправка, опубликованная в ИУС N 5, 2012 годПоправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:ГОСТ Р 52785-2007 (ИСО 8764-1-2004) Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. РазмерыГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требованияГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначенияГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требованияГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроляГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выборуГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. ОбозначенияГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условияГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристикиГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по РоквеллуГОСТ 9359-80 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условияГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условияГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроляГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условияГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранениеГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметрыГОСТ 20282-86 Полистирол общего назначения. Технические условияГОСТ 26810-86 Инструмент слесарно-монтажный. Правила приемкиПримечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Отвертки следует изготовлять с рабочей частью двух типов:- РН - для шлицев типа Н по ГОСТ 10753;- PZ - для шлицев типа Z по ГОСТ 10753.
3.1.2 Отвертки следует изготовлять двух исполнений:- 1 - со стержнем круглого сечения;- 2 - со стержнем круглого сечения с шестигранным поводком под ключ.
3.1.3 Размеры рабочей части отверток - по ГОСТ Р 52785.
3.1.4 Отвертки следует изготовлять двух серий длин - А и В.
3.1.5 Длины стержней отверток и размеры поводка под ключ должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Рисунок 1 - Исполнение 1
Рисунок 1 - Исполнение 1
Рисунок 2 - Исполнение 2
Рисунок 2 - Исполнение 2
Таблица 1
Размеры в миллиметрах
Номер крестообразной рабочей части типов РН и PZ | Длина стержня 5 | , не менее | ||
серии А | серии В | |||
0 | 25 (35) | 60 | - | - |
1 | 25 (35) | 75 (80) | - | - |
2 | 25 (35) | 100 | 12 | 6 |
3 | - | 150 | ||
4 | - | 200 | 14 | 7 |
Примечание - Размеры, заключенные в скобках, применять не рекомендуется. | ||||
Пример условного обозначения отвертки слесарно-монтажной для винтов и шурупов с крестообразным шлицем типа РН, исполнения 1, с номером рабочей части 2, длиной стержня серии А, группы применения 2, с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка РН-1-2-А-2-Н12. X ГОСТ Р 53935-2010
3.2 Характеристики
3.2.1 Стержни отверток следует изготовлять из сталей марок У7 по ГОСТ 1435, 50ХФА по ГОСТ 14959.Допускается изготовлять стержни отверток из других марок сталей, обеспечивающих прочность отверток в соответствии с требованиями настоящего стандарта.
3.2.2 Рукоятки отверток следует изготовлять из материалов, указанных в таблице 2.Таблица 2
Группа применения | Материал рукояток |
1 - контакт с нефтепродуктами и парами бензина | Поликрилаты или фенопласты марки 03-010-02 по технической документации, утвержденной в установленном порядке; аминопласты марок КФА1, КФА2, КФА3, МФВ2 по ГОСТ 9359 |
2 - отсутствие контакта с нефтепродуктами и парами бензина | Полистирол одной из марок по ГОСТ 20282 и его полимеры |
Примечание - Допускается применение пластмасс других марок, обеспечивающих выполнение требований прочности, установленных настоящим стандартом. | |
3.2.3 Твердость рабочей части отверток на длине не менее тройного диаметра стержня по ГОСТ Р 52785 должна быть 47...52 HRC.
3.2.4 Параметры шероховатости по ГОСТ 2789 поверхностей, образующих крестообразный шлиц, и наружной поверхности стержня должны быть не более Ra 6,3 мкм.
3.2.5 Металлические поверхности отверток должны иметь одно из защитно-декоративных покрытий, указанных в таблице 3.Таблица 3
Группа условий эксплуатации по ГОСТ 9.303 | Вид покрытия | Обозначение покрытия по | |
ГОСТ 9.306 | ГОСТ 9.032 | ||
1 | Окисное с промасливанием | Хим. Окс. прм | |
Фосфатное с промасливанием | Хим. Фос. прм | ||
Хромовое толщиной 9 мкм | Х9 | ||
Лакокрасочное | Лак ВЛ-725Бесцв. Ill 9 | ||
2-4 | Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом | Н12.Х | - |
Цинковое толщиной 15 мкм хроматированное | Ц15. хр | ||
Кадмиевое толщиной 21 мкм хроматированное | Кд21. хр | - | |
5-8 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм | Н14. Н7. X | |
Примечания 1 Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в таблице 3. 2 Установленная толщина покрытия должна быть выдержана на рабочем конце отвертки на расстоянии не менее тройного диаметра стержня по ГОСТ Р 52785. На остальной части стержня отверток допускается уменьшение толщины покрытий. 3 Допускается по согласованию с потребителем изготовление отверток с рабочей частью без покрытия на длине крестообразной части отверток с последующей консервацией этих поверхностей смазкой типа НГ-203 по технической документации, утвержденной в установленном порядке. | |||
3.2.6 Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ 9.032.
3.2.7 Отвертки должны иметь прочность, определяемую испытательным крутящим моментом, указанным в таблице 4.Таблица 4
Номер крестообразной рабочей части по ГОСТ Р 52785 | Испытательный крутящий момент для испытания рабочих частей отверток, Н·м, не менее | Испытательный крутящий момент для испытания соединения стержня и рукояток отверток, Н·м, не менее |
0 | 0,7 | 0,7 |
1 | 2,6 | 2,6 |
2 | 11,5 | 11,5 |
3 | 25,6 | 25,6 |
4 | 48,0 | 30,0 |
3.2.8 МаркировкаНа каждой отвертке должны быть четко нанесены:- товарный знак предприятия-изготовителя;- маркировка типа рабочей части - РН или PZ;- номер рабочей части.
3.2.9 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.2.10 Внутренняя упаковка по ГОСТ 9.014 - ВУ-1, ВУ-2, ВУ-3 и ВУ-7.
3.2.11 Остальные требования к упаковке - по ГОСТ 18088.
3.2.12 При эксплуатации отвертки не допускается использовать как рычаги.
4 Правила приемки
_________________
* Наименование раздела 4 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.Приемка отверток - по ГОСТ 26810.
5 Методы контроля и испытаний
_________________
* Наименование раздела 5 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
5.1 Размеры рабочих концов отверток следует проверять специальными и универсальными средствами измерений.
5.2 Крестообразную рабочую часть отверток следует проверять комплексными калибрами по ГОСТ Р 52785.
5.3 Контроль внешнего вида защитно-декоративных покрытий - по ГОСТ 9.302 и ГОСТ 9.032.Толщину покрытия следует проверять по ГОСТ 9.301.
5.4 Контроль твердости - по ГОСТ 9013.
5.5 Шероховатость поверхностей отверток следует проверять сравнением с образцами шероховатости по ГОСТ 9378 или с контрольными образцами, имеющими параметры шероховатости поверхностей не более указанных в 3.2.4, или с помощью профилометра по ГОСТ 19300.
5.6 Прочность отверток следует проверять установкой их в захвате со вставкой для соответствующих рабочих частей с последующим нагружением крутящим моментом, указанным в таблице 4.Прикладываемая нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует увеличивать постепенно до крутящего момента, указанного в таблице 4.Твердость вставок должна быть не менее 65 HRC.После испытаний отвертка не должна иметь остаточной деформации, трещин и других повреждений. Рукоятка и стержень не должны иметь взаимного проворачивания.Примечание - Допускается повреждение защитно-декоративного покрытия на рабочей части в местах контакта с захватом.
5.7 Пластмассовые рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1,5 м на горизонтальную каменную или бетонную плиту без появления на рукоятке трещин, сколов и ослабления соединения рукоятки со стержнем.Отвертки с рукоятками из фенопластов допускается не испытывать на удар.
6 Транспортирование и хранение
_________________
* Наименование раздела 6 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
6.1 Транспортирование и хранение - по ГОСТ 18088.
7 Гарантии изготовителя
_________________
* Наименование раздела 7 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
7.1 Изготовитель гарантирует соответствие отверток требованиям настоящего стандарта при соблюдении условий применения и хранения, установленных настоящим стандартом.
Приложение ДА (обязательное). Сведения о соответствии ссылочных национальных и межгосударственных стандартов ссылочным международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДА(обязательное)
Таблица ДА.1
Обозначение ссылочного национального стандарта, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ Р 52785-2007 | MOD | ИСО 8764-1-2004 "Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 1. Рабочие концы отверток" |
ГОСТ 9.302-88 | MOD | ИСО 1463-82 "Покрытия металлические и окисные. Измерение толщины покрытия. Микроскопический метод" ИСО 2064-80 "Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины" ИСО 2106-82 "Анодирование алюминия и алюминиевых сплавов. Определение массы анодированных окисных покрытий на единицу площади (поверхностной плотности). Гравиметрический метод" ИСО 2128-76 "Анодирование алюминия и алюминиевых сплавов. Определение толщины окисной пленки. Неразрушающий контроль с использованием оптического микроскопа" ИСО 2177-85 "Покрытия металлические. Измерение толщины покрытия. Кулонометрический метод с применением анодного растворения" ИСО 2178-82 "Покрытия немагнитные на магнитных основных металлах. Измерение толщины покрытия. Магнитный метод" ИСО 2360-82 "Покрытия неэлектропроводные на немагнитных основных металлах. Измерение толщины покрытия. Метод вихревых токов" ИСО 2361-82 "Электролитические никелевые покрытия на магнитных и немагнитных основах. Измерение толщины покрытия. Магнитный метод" ИСО 2819-80 "Покрытия металлические на металлических подложках. Электроосажденные и химически осажденные покрытия. Обзор методов испытаний на прочность сцепления" ИСО 3497-76 "Покрытия металлические. Измерение толщины покрытия. Спектрометрические рентгеновские методы" ИСО 3543-81 "Покрытия металлические и неметаллические. Измерение толщины покрытия. Метод отраженных бета-лучей" ИСО 3613-80 "Покрытия хроматные конверсионные по цинку и кадмию. Методы испытаний" ИСО 3882-86 "Покрытия металлические и другие неорганические покрытия. Обзор методов измерения толщины" ИСО 3892-80 "Покрытия конверсионные по металлическим материалам. Определение массы покрытия на единицу площади. Гравиметрический метод" ИСО 4516-80 "Покрытия металлические и аналогичные покрытия. Определение микротвердости по Виккерсу и Кнупу" ИСО 4518-80 "Покрытия металлические. Измерение толщины покрытия. Профилометрический метод" ИСО 4522-1-85 "Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 1. Определение толщины покрытия" ИСО 4522-2-85 "Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 2. Испытания на прочность сцепления" ИСО 4524-1-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 1. Определение толщины покрытия" ИСО 4524-3-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 3. Электрографические испытания на пористость"ИСО 4524-5-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 5. Испытания на адгезию" ИСО 8401-86 "Покрытия металлические. Методы измерения пластичности" |
ГОСТ 9013-59 | MOD | ИСО 6508-86 "Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)" |
ГОСТ 9378-93 | MOD | ИСО 2632-1-1985 "Образцы шероховатости поверхности рабочие. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, фасонные и строганные" ИСО 2632-2-1985 "Образцы шероховатости поверхности рабочие. Часть 2. Образцы, полученные с помощью электроэрозии, обдувки металлической дробью и стальной крошкой и полирования" |
Примечание - В настоящей таблице использовано следующее обозначение степени соответствия стандартов: - МОР - модифицированные стандарты | ||
Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2011
docs.cntd.ru
ГОСТ Р 53935-2010 (ИСО 8764-2:2004) Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Общие технические требования, методы контроля и испытаний, ГОСТ Р от 12 ноября 2010 года №53935-2010
ГОСТ Р 53935-2010(ИСО 8764-2:2004)
Группа Г24
ОКС 25.140.30ОКП 39 2660
Дата введения 2012-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 417-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-2:2004* "Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 2. Общие требования, длина лезвий и маркировка ручных отверток" (ISO 8764-2:2004 "Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 2: General requirements, lengths of blades and marking of hand-operated screwdrivers").________________* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке. - Примечание изготовителя базы данных.
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 2, 4, 5, 6, 7 и в пунктах 3.1.1-3.1.3; 3.2.1-3.2.6, 3.2.9-3.2.12 и выделены курсивом*._______________* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" и таблице ДА.1 приложения ДА приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - Примечание изготовителя базы данных.Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕИнформация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети ИнтернетВНЕСЕНА поправка, опубликованная в ИУС N 5, 2012 годПоправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:ГОСТ Р 52785-2007 (ИСО 8764-1-2004) Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. РазмерыГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требованияГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначенияГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требованияГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроляГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выборуГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. ОбозначенияГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условияГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристикиГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по РоквеллуГОСТ 9359-80 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условияГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условияГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроляГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условияГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранениеГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметрыГОСТ 20282-86 Полистирол общего назначения. Технические условияГОСТ 26810-86 Инструмент слесарно-монтажный. Правила приемкиПримечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Отвертки следует изготовлять с рабочей частью двух типов:- РН - для шлицев типа Н по ГОСТ 10753;- PZ - для шлицев типа Z по ГОСТ 10753.
3.1.2 Отвертки следует изготовлять двух исполнений:- 1 - со стержнем круглого сечения;- 2 - со стержнем круглого сечения с шестигранным поводком под ключ.
3.1.3 Размеры рабочей части отверток - по ГОСТ Р 52785.
3.1.4 Отвертки следует изготовлять двух серий длин - А и В.
3.1.5 Длины стержней отверток и размеры поводка под ключ должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Рисунок 1 - Исполнение 1
Рисунок 1 - Исполнение 1
Рисунок 2 - Исполнение 2
Рисунок 2 - Исполнение 2
Таблица 1
Размеры в миллиметрах
Номер крестообразной рабочей части типов РН и PZ | Длина стержня 5 | , не менее | ||
серии А | серии В | |||
0 | 25 (35) | 60 | - | - |
1 | 25 (35) | 75 (80) | - | - |
2 | 25 (35) | 100 | 12 | 6 |
3 | - | 150 | ||
4 | - | 200 | 14 | 7 |
Примечание - Размеры, заключенные в скобках, применять не рекомендуется. | ||||
Пример условного обозначения отвертки слесарно-монтажной для винтов и шурупов с крестообразным шлицем типа РН, исполнения 1, с номером рабочей части 2, длиной стержня серии А, группы применения 2, с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка РН-1-2-А-2-Н12. X ГОСТ Р 53935-2010
3.2 Характеристики
3.2.1 Стержни отверток следует изготовлять из сталей марок У7 по ГОСТ 1435, 50ХФА по ГОСТ 14959.Допускается изготовлять стержни отверток из других марок сталей, обеспечивающих прочность отверток в соответствии с требованиями настоящего стандарта.
3.2.2 Рукоятки отверток следует изготовлять из материалов, указанных в таблице 2.Таблица 2
Группа применения | Материал рукояток |
1 - контакт с нефтепродуктами и парами бензина | Поликрилаты или фенопласты марки 03-010-02 по технической документации, утвержденной в установленном порядке; аминопласты марок КФА1, КФА2, КФА3, МФВ2 по ГОСТ 9359 |
2 - отсутствие контакта с нефтепродуктами и парами бензина | Полистирол одной из марок по ГОСТ 20282 и его полимеры |
Примечание - Допускается применение пластмасс других марок, обеспечивающих выполнение требований прочности, установленных настоящим стандартом. | |
3.2.3 Твердость рабочей части отверток на длине не менее тройного диаметра стержня по ГОСТ Р 52785 должна быть 47...52 HRC.
3.2.4 Параметры шероховатости по ГОСТ 2789 поверхностей, образующих крестообразный шлиц, и наружной поверхности стержня должны быть не более Ra 6,3 мкм.
3.2.5 Металлические поверхности отверток должны иметь одно из защитно-декоративных покрытий, указанных в таблице 3.Таблица 3
Группа условий эксплуатации по ГОСТ 9.303 | Вид покрытия | Обозначение покрытия по | |
ГОСТ 9.306 | ГОСТ 9.032 | ||
1 | Окисное с промасливанием | Хим. Окс. прм | |
Фосфатное с промасливанием | Хим. Фос. прм | ||
Хромовое толщиной 9 мкм | Х9 | ||
Лакокрасочное | Лак ВЛ-725Бесцв. Ill 9 | ||
2-4 | Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом | Н12.Х | - |
Цинковое толщиной 15 мкм хроматированное | Ц15. хр | ||
Кадмиевое толщиной 21 мкм хроматированное | Кд21. хр | - | |
5-8 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм | Н14. Н7. X | |
Примечания 1 Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в таблице 3. 2 Установленная толщина покрытия должна быть выдержана на рабочем конце отвертки на расстоянии не менее тройного диаметра стержня по ГОСТ Р 52785. На остальной части стержня отверток допускается уменьшение толщины покрытий. 3 Допускается по согласованию с потребителем изготовление отверток с рабочей частью без покрытия на длине крестообразной части отверток с последующей консервацией этих поверхностей смазкой типа НГ-203 по технической документации, утвержденной в установленном порядке. | |||
3.2.6 Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ 9.032.
3.2.7 Отвертки должны иметь прочность, определяемую испытательным крутящим моментом, указанным в таблице 4.Таблица 4
Номер крестообразной рабочей части по ГОСТ Р 52785 | Испытательный крутящий момент для испытания рабочих частей отверток, Н·м, не менее | Испытательный крутящий момент для испытания соединения стержня и рукояток отверток, Н·м, не менее |
0 | 0,7 | 0,7 |
1 | 2,6 | 2,6 |
2 | 11,5 | 11,5 |
3 | 25,6 | 25,6 |
4 | 48,0 | 30,0 |
3.2.8 МаркировкаНа каждой отвертке должны быть четко нанесены:- товарный знак предприятия-изготовителя;- маркировка типа рабочей части - РН или PZ;- номер рабочей части.
3.2.9 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.2.10 Внутренняя упаковка по ГОСТ 9.014 - ВУ-1, ВУ-2, ВУ-3 и ВУ-7.
3.2.11 Остальные требования к упаковке - по ГОСТ 18088.
3.2.12 При эксплуатации отвертки не допускается использовать как рычаги.
4 Правила приемки
_________________
* Наименование раздела 4 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.Приемка отверток - по ГОСТ 26810.
5 Методы контроля и испытаний
_________________
* Наименование раздела 5 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
5.1 Размеры рабочих концов отверток следует проверять специальными и универсальными средствами измерений.
5.2 Крестообразную рабочую часть отверток следует проверять комплексными калибрами по ГОСТ Р 52785.
5.3 Контроль внешнего вида защитно-декоративных покрытий - по ГОСТ 9.302 и ГОСТ 9.032.Толщину покрытия следует проверять по ГОСТ 9.301.
5.4 Контроль твердости - по ГОСТ 9013.
5.5 Шероховатость поверхностей отверток следует проверять сравнением с образцами шероховатости по ГОСТ 9378 или с контрольными образцами, имеющими параметры шероховатости поверхностей не более указанных в 3.2.4, или с помощью профилометра по ГОСТ 19300.
5.6 Прочность отверток следует проверять установкой их в захвате со вставкой для соответствующих рабочих частей с последующим нагружением крутящим моментом, указанным в таблице 4.Прикладываемая нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует увеличивать постепенно до крутящего момента, указанного в таблице 4.Твердость вставок должна быть не менее 65 HRC.После испытаний отвертка не должна иметь остаточной деформации, трещин и других повреждений. Рукоятка и стержень не должны иметь взаимного проворачивания.Примечание - Допускается повреждение защитно-декоративного покрытия на рабочей части в местах контакта с захватом.
5.7 Пластмассовые рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1,5 м на горизонтальную каменную или бетонную плиту без появления на рукоятке трещин, сколов и ослабления соединения рукоятки со стержнем.Отвертки с рукоятками из фенопластов допускается не испытывать на удар.
6 Транспортирование и хранение
_________________
* Наименование раздела 6 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
6.1 Транспортирование и хранение - по ГОСТ 18088.
7 Гарантии изготовителя
_________________
* Наименование раздела 7 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
7.1 Изготовитель гарантирует соответствие отверток требованиям настоящего стандарта при соблюдении условий применения и хранения, установленных настоящим стандартом.
Приложение ДА (обязательное). Сведения о соответствии ссылочных национальных и межгосударственных стандартов ссылочным международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДА(обязательное)
Таблица ДА.1
Обозначение ссылочного национального стандарта, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ Р 52785-2007 | MOD | ИСО 8764-1-2004 "Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 1. Рабочие концы отверток" |
ГОСТ 9.302-88 | MOD | ИСО 1463-82 "Покрытия металлические и окисные. Измерение толщины покрытия. Микроскопический метод" ИСО 2064-80 "Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины" ИСО 2106-82 "Анодирование алюминия и алюминиевых сплавов. Определение массы анодированных окисных покрытий на единицу площади (поверхностной плотности). Гравиметрический метод" ИСО 2128-76 "Анодирование алюминия и алюминиевых сплавов. Определение толщины окисной пленки. Неразрушающий контроль с использованием оптического микроскопа" ИСО 2177-85 "Покрытия металлические. Измерение толщины покрытия. Кулонометрический метод с применением анодного растворения" ИСО 2178-82 "Покрытия немагнитные на магнитных основных металлах. Измерение толщины покрытия. Магнитный метод" ИСО 2360-82 "Покрытия неэлектропроводные на немагнитных основных металлах. Измерение толщины покрытия. Метод вихревых токов" ИСО 2361-82 "Электролитические никелевые покрытия на магнитных и немагнитных основах. Измерение толщины покрытия. Магнитный метод" ИСО 2819-80 "Покрытия металлические на металлических подложках. Электроосажденные и химически осажденные покрытия. Обзор методов испытаний на прочность сцепления" ИСО 3497-76 "Покрытия металлические. Измерение толщины покрытия. Спектрометрические рентгеновские методы" ИСО 3543-81 "Покрытия металлические и неметаллические. Измерение толщины покрытия. Метод отраженных бета-лучей" ИСО 3613-80 "Покрытия хроматные конверсионные по цинку и кадмию. Методы испытаний" ИСО 3882-86 "Покрытия металлические и другие неорганические покрытия. Обзор методов измерения толщины" ИСО 3892-80 "Покрытия конверсионные по металлическим материалам. Определение массы покрытия на единицу площади. Гравиметрический метод" ИСО 4516-80 "Покрытия металлические и аналогичные покрытия. Определение микротвердости по Виккерсу и Кнупу" ИСО 4518-80 "Покрытия металлические. Измерение толщины покрытия. Профилометрический метод" ИСО 4522-1-85 "Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 1. Определение толщины покрытия" ИСО 4522-2-85 "Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 2. Испытания на прочность сцепления" ИСО 4524-1-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 1. Определение толщины покрытия" ИСО 4524-3-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 3. Электрографические испытания на пористость"ИСО 4524-5-85 "Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 5. Испытания на адгезию" ИСО 8401-86 "Покрытия металлические. Методы измерения пластичности" |
ГОСТ 9013-59 | MOD | ИСО 6508-86 "Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)" |
ГОСТ 9378-93 | MOD | ИСО 2632-1-1985 "Образцы шероховатости поверхности рабочие. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, фасонные и строганные" ИСО 2632-2-1985 "Образцы шероховатости поверхности рабочие. Часть 2. Образцы, полученные с помощью электроэрозии, обдувки металлической дробью и стальной крошкой и полирования" |
Примечание - В настоящей таблице использовано следующее обозначение степени соответствия стандартов: - МОР - модифицированные стандарты | ||
Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2011
docs.cntd.ru
Путь от прямого шлица до крестообразного.

Головки первых винтов согласно задуманной конструкции имели прямые шлицы. Но в этой связи создавались проблемы и не мало, прежде всего в автомобилестроении, во времена развития конвейерного производства, когда темп работ по сборке невозможно было увеличить.
Перья отвёрток систематически соскальзывали со шлицов винтов, что приводило к браку, испорченным корпусам автомобилей, травмированию сборщиков и как общий итог – вынужденно сдерживаемый рост уровня производительности труда на производстве. Отвертки с плоским пером (жалом) в период, когда на конвейерах начали собираться десятки тысяч автомобилей и самолетов, постепенно изживали себя. При массовой сборке, когда рабочему за смену приходилось закручивать тысячи винтов, спустя несколько часов работы начинались сбои. Перо выскакивало из головки винта, ранило пальцы и ладони, а еще чаще оставляло глубокие борозды на детали. Из-за одного неловкого движения «запоротой» оказывалась целая дверь или капот. Существовала потребность в разработке новых конструкций головок винтов и инструментов, с помощью которых эти винты можно устанавливать. Развитие промышленности и машиностроения, уровня механизации и автоматизации работ по сборке эту потребность нагнетали и обостряли.Новые конструкции должны были отвечать ряду определённых требований:- лёгкое и быстрое вхождение конца отвёртки в шлиц, достаточная площадь контакта сопрягаемых поверхностей инструмента и шлица;- фиксация пера отвёртки в шлице головки винта и удержание последнего на отвёртке;- снижение сил выталкивания отвёртки из шлицевого углубления при значительных моментах завинчивания и затяжки крепёжной детали, способность передачи высокого крутящего момента;- технологичность и экономичность изготовления головки винта со шлицем;- долговечность шлицев при многократной сборке-разборке.
В 1933 году американец Джон Томпсон (John Thompson) придумал свой «крест», разработал винты, которые и автоматически центрируют жало, и выталкивают его, когда винт затянут. Инженер Генри Филлипс (H. Phillips) выкупил 7 июля 1936 году у Томпсона патент на конструкции крестообразных шлицев для головок резьбонарезающих винтов, формообразующий и постановочный инструмент. Он разработал технологию производства таких винтов и соответствующих крестовых отвёрток, доводил до ума изобретение Джона Томпсона. Необходимы были заводские линии для производства и рынок сбыта.
К моменту знакомства с Джоном Генри исполнилось уже 44 года. Он имел огромный опыт коммивояжера и сумел убедить Томпсона в том, что если кому-то и удастся продвинуть крестовую отвертку, то только ему, Филлипсу. Тем более что он прекрасно знал рынок автомобиле- и самолетостроения и был уверен, что кто-то из владельцев крупных корпораций обязательно «клюнет» на новый инструмент. И Филлипс решил действовать напрямую, предлагая новый инструмент непосредственно на заводах, оббивая пороги важных кабинетов. Но очень скоро понял, что инженеры, даже одобряющее применение его отвертки, не могут принять окончательное решение. Вопрос не их компетенции. Для того чтобы перевести даже небольшое предприятие на новый инструмент, необходимо было время, все это привело бы к уменьшению количества выпускаемой продукции. А владельцы производства не хотят терять ни цента, что логично. И потом, кто для них Генри Филлипс? Едва ли не пустое место – мало ли что «чужой» инженер может придумать? И что теперь, на каждый чих откликаться?
И только в 1937 году Филлипс одержал личную победу, он сумел инновацией заинтересовать президента American Screw Company Юджина Кларка, крупнейшего производителя метизов всех США. Поднаторев в деле уговоров, Филипс предложил Кларку простой эксперимент: кто больше винтов закрутит шуруповертами за определенное количество времени.Юджин согласился. Эксперимент завершился полной победой Филлипса. Дело в том, что крестовые отвертки сразу же «схватывали» центр шурупа, что позволяло экономить на каждой операции по одной-две секунды. К тому же «крестом» невозможно было «перетянуть» шуруп. Центробежная сила как бы выталкивала грани отвертки из головки шурупа, как только тот был окончательно завинчен. Одного показательного эксперимента оказалось вполне достаточно для положительного решения. Кларк решил перевести часть своего производства на изготовление крестовых отверток и шурупов. Хотя он и подозревал, что становится для Филлипса своего рода локомотивом, но модернизация в дальнейшем имела радужные перспективы и хорошие прибыли.
Несмотря на возражения ведущих инженеров компании, Кларк пригрозил “уволить каждого, кто скажет, что это невозможно осуществить”. Потратив на модернизацию порядка полумиллиона долларов, уже в следующем году, убедил в свою очередь крупнейший автомобильный концерн General Motors (Дженерал Моторс) перейти на сборку легковых автомобилей Cadillac (Кадиллак) с помощью крестовой отвертки и шурупов, где они и были использованы впервые. Надо сказать, что предложение Кларка совпало с решением владельцев «Кадиллака» что-то поменять в сборке и модернизировать процесс. Уже к 1940-му году все американские производители автомобилей совершили перевооружение своих заводов, а производители метизов буквально выстраивались в очередь, чтобы заполучить поистине драгоценную лицензию на использование золотоносного «креста». Во время Второй мировой войны они широко применялись в производстве военной техники. И именно война позволила крестовым отверткам и винтам распространиться по миру. С тех пор производители всех стран активно используют их в крепежной промышленности. В СССР «крест» попал благодаря американским дальним бомбардировщикам B-29. В 1944 году эти американские самолеты, бомбардировавшие Манчжоу-го и Японию, совершали аварийные посадки на территории Советского Союза. В соответствии с русско-японским пактом о ненападении, бомбардировщики и их экипажи были принудительно оставлены в СССР. Именно с них скопировали заморский винт. Так появился советский Ту-4 с принципиально новым для нашей страны крепежом. Крестовый поход обновленной отвертки по миру завершился мировой экспансией «креста» Филлипса.
На средства от сотрудничества с American Screw Companyс Генри Филипс основал свою компанию Phillips Screw Company, которая существует и сейчас. Конструкция крестообразного шлица, описанная в патенте США № 2046839 НКИ 85-45, разошлась по всему миру под торговой маркой Phillips.
Конструкция крестообразного шлица и конструкция инструмента для его изготовления постоянно совершенствовались. Например, в патентах США № 3120012 НКИ 85-45 и 2588404 НКИ 10-7 описаны пуансоны для формовки стенок и рёбер углубления креста шлица и способ получения крестообразного шлица высадкой.
Введение крестообразного шлица обеспечило выполнение только части выше перечисленных требований на первом этапе механизации сборочных работ. В дальнейшем возникали новые проблемы, связанные уже непосредственно с геометрическими параметрами крестообразных шлицев. Недостатком конструкции крестообразного шлица в головке винта явилось недостаточное зацепление боковых наклонных поверхностей стенок (5-8°) четырёх радиально направленных от центра углубления канавок с ответными поверхностями перьев крестообразной отвёртки. Из-за возникновения сил, выталкивающих отвёртку из шлица, затруднялась фиксация винта на пере и устойчивое его удержание в рабочем положении, особенно в условиях конвейерной сборки при ввинчивании с крутящим моментом. У резьбообразующего винта со шлицем Phillips глубиной от 1,9 до 2,3 мм осевое усилие доходит до 200 Н.При этом из-за периодической потери контакта «шлиц-инструмент» при ввинчивании происходит разрушение и шлица, и постановочного инструмента.
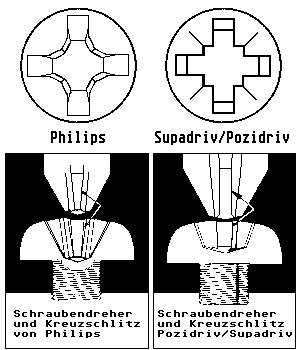
В начале 60-х годов 20 века для фирмы Phillips Screw Co. была разработана новая конструкция креста формообразующего пуансона и отвёртки для крестообразного шлица, на которые был получен патент США № 3238540 НКИ 10 – 7. Данная конструкция известна в мире под товарным знаком «Pozidriv».
Конструкция шлица обеспечивает более высокий крутящий момент затяжки винта, снижает выталкивающее осевое усилие при ввинчивании. В данной конструкции шлица между его радиально направленными крестообразными канавками выполнены V-образные прорези, или лучи, предназначенные для увеличения крутящего момента и удерживающие головку винта на отвёртке от выпадания. Плоскости, передающие крутящий момент при ввинчивании, выполнены вертикально, или с отрицательным углом, что обеспечивает удержание винта на отвёртке, но это требует точного выполнения геометрии формы рёбер и граней на кресте шлица в головке винта, на кресте мастер-пуансона, и перьях отвёртки, что на практике трудно выполнимо. Указанная геометрическая форма достигается относительно сложным инструментом и сложным технологическим приёмом при высадке последнего. Заклинивание винта в постановочном инструменте позволяет ввинчивать винты в вертикальной и горизонтальной плоскостях без специальных поддержек. На крестообразные шлицы были разработаны международные и национальные стандарты, например, DIN ISO 8764 – 12. 2000 «Отвёртки для крестообразных шлицев», ГОСТ 10753 – 86 «Шлицы крестообразные для винтов и шурупов». В них крестообразный шлиц «Phillips» обозначен как тип «Н», а крестообразный шлиц «Pozidriv» обозначен как тип «Z». В России шлиц «Phillips» широко изготавливается и применяется на винтах и постано-вочном инструменте, шлиц «Posidriv» по имеющейся информации не изготавливается. Нет в России и производства отвёрток для такого шлица. В настоящее время увеличился спрос на винты резьбонарезающие, самонарезающие и резьбовыдавливающие. Однако, точность изготовления отечественными производителями крестообразных шлицев, как в головках винтов, так и отвёрток далеко не идеальны, поэтому крестообразный шлиц вызывает много нареканий. В России рынок винтов и шурупов, в основном, представлен изделиями производства Германии, Тайваня и Польши.
Известны и другие решения задачи удержания головки винта на пере отвёртки, например, технологическим путём – за счёт направленного перемещения части металла головки к центру шлица. В патентах США № 2377114 и № 3151519 НКИ 85 - 45 описаны конструкции формообразующего инструмента и технология высадки головок винтов с крестообразным шлицем с углублениями разной формы, выполненными между радиальными канавками креста. В патенте № 2377114 углубления прямоугольной формы, в патенте № 3151519 выполнены четыре полукруглые лунки. Однако их опробование показало, что приведённые формы впадин не способствуют оптимальному перемещению металла к центру шлица, рёбра и грани шлица остаются до конца незаполненными. Указанная задача в большей мере решена в комплексе: технология, формообразующий инструмент и конструкция самого крестообразного шлица – патент России № 2170371 МПК F 16 В 23/00.
В предложенной конструкции форма впадин между канавками шлица типа «Н» в плане представляет собой параболу, направленную к осевому углублению в центре шлица до пересечения её лучей с боковыми плоскостями, расположенных смежно, рядом двух взаимно перпендикулярных канавок креста шлица. Данное техническое решение обеспечивает чёткую фиксацию и удержание шлица головки на перьях отвёртки. Последнее достигается за счёт направленного течения металла при формовке шлица не только в осевом, но и в радиальном направлении. Соответственно обеспечивается плотность контакта граней и рёбер шлица головки винта и перьев отвёртки. Конструкция крестообразного шлица по этому патенту была внедрена в производстве завода на винтах с потайными и полукруглыми головками, используемыми на автомобилях, а также в строительстве для крепления металлических профилей, гипсокартонных плит и других изделий.
Испытания самонарезающих винтов-шурупов с крестообразными шлицами по патенту № 2170371, проведённые фирмой «Авангард–Кнауф», показали, что:крестообразный шлиц надёжно заклинивается на перьях отвёртки, и винт зависает не падая; при креплении плит ГВЛ и ГКЛ и профилей нет необходимости поддерживать винт при ввинчивании, что значительно упрощает и облегчает сборочные работы;выталкивающее усилие при крутящем моменте сводится к минимуму силой удержания шлица на отвёртке.
Таким образом, проведённые исследования существующего рынка крепёжных деталей с крестообразными шлицами, технического уровня производимых и применяемых конструкций технических решений, а также известных из патентной и технической документации, показали, что конструкция крестообразного шлица по патенту России № 2170371, устраняет отклонения от требований стандартов, обеспечивает высокое качество изделий и стабильность работы сборочного инструмента. Такие шлицы могут быть рекомендованы для широкого применения
Пресс-служба группы компаний ВоКа
Дата публикации 05 апреля 2016
Для составления данной статьи использована информация из свободного доступа сети Internet.
Ссылка на ВоКа обязательна!
metizmsk.ru
ГОСТ Р 52785-2007 (ИСО 8764-1:2004) Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. Размеры, ГОСТ Р от 30 ноября 2007 года №52785-2007
ГОСТ Р 52785-2007(ИСО 8764-1:2004)
Группа Г24
ОКС 25.140.30ОКП 39 2660
Дата введения 2009-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения" Сведения о стандарте
1 РАЗРАБОТАН ОАО "ВНИИИНСТРУМЕНТ"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2007 г. N 348-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-1:2004* "Слесарно-монтажный инструмент для винтов и шурупов. Отвертки для винтов и шурупов с крестообразным шлицем. Часть 1. Рабочая часть" (ISO 8764-1:2004 "Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 1: Driver tips", MOD). При этом раздел 3 и приложение А полностью идентичны разделам 3 и 5 ИСО 8764-1:2004.________________* Доступ к международным и зарубежным документам можно получить перейдя по ссылке на сайт http://shop.cntd.ru, здесь и далее по тексту. - Примечание изготовителя базы данных. 
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
6 ИЗДАНИЕ (декабрь 2009 г.) с Поправкой (ИУС 7-2009)Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем и устанавливает размеры их рабочей части.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий межгосударственный стандарт:ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроляПримечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы и основные размеры
3.1 Рабочую часть отверток следует изготовлять следующих типов:
PH - для шлицев типа Н по ГОСТ 10753;
PZ - для шлицев типа Z по ГОСТ 10753.
3.2 Основные размеры рабочей части отверток должны соответствовать указанным на рисунках 1 и 2 и в таблицах 1 и 2.
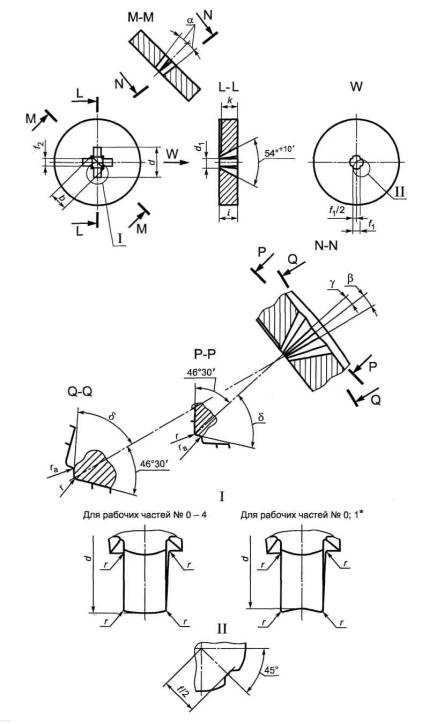
Рисунок 1 - Отвертки типа РН
Рисунок 1 - Отвертки типа РН
Таблица 1
Размеры в миллиметрах | ||||||||||
Номер крестообразной рабочей части | -0,05 | -0,05 | , не менее | +30' | -30' | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
0 | 3,0 | 0,61 | 0,38 | -0,09 | 0,31 | -0,05 | 0,84 | 2,78 | - | 7°00' |
1 | 4,5;4,0 | 1,03 | 0,54 | -0,05 | 0,53 | 1,30 | 138° | |||
2 | 6,0 | 1,56 | 1,13 | 0,64 | 2,31 | 4,37 | 140° | 5°45' | ||
3 | 8,0 | 2,52 | 2,12 | 0,81 | -0,08 | 3,84 | 6,74 | 146° | ||
4 | 10,0 | 3,60 | 2,76 | 1,12 | 5,11 | 8,34 | 153° | 7°00' | ||
Рисунок 2 - Отвертки типа PZ
Рисунок 2 - Отвертки типа PZ
Таблица 2
Размеры в миллиметрах | ||||||||||||||
Номер крестообразной рабочей части | , не менее | -30' | -30' | -30' | -15' | |||||||||
Но-мин. | Пред. откл. | Но-мин. | Пред. откл. | Но-мин. | Пред. откл. | Но-мин. | Пред. откл. | |||||||
0 | 3,0 | 0,78 | -0,08 | 0,45 | -0,03 | 0,92 | -0,03 | 1,54 | 0,10 | -0,03 | 7°00' | 8°15' | 4°53' | 46°15' |
1 | 4,5; 4,0 | 1,19 | 0,71 | 1,40 | 2,02 | 0,13 | ||||||||
2 | 6,0 | 1,78 | 1,00 | -0,05 | 2,44 | -0,05 | 3,17 | 0,30 | -0,15 | 5°45' | 6°50' | 3°30' | ||
3 | 8,0 | 2,65 | -0,10 | 1,38 | 3,96 | 4,00 | 0,36 | -0,16 | 56°30' | |||||
4 | 10,0 | 4,02 | 2,10 | 5,18 | 5,40 | 0,51 | -0,15 | 7°00' | 8°15' | 4°53' | ||||
(Поправка).
4 Контроль размеров
4.1 Соответствие размеров по 3.2 следует определять либо прямым измерением, либо посредством применения соответствующих комплексных калибров для контроля крестообразной рабочей части отверток.
4.2 Размеры комплексных калибров для контроля крестообразной рабочей части отверток типов PH и PZ в соответствии с приложением А.
Приложение А (обязательное). Размеры комплексных калибров
Приложение А(обязательное)
А.1 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа PH должны соответствовать указанным на рисунке А.1 и в таблице А.1.При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значения .
Рисунок А.1
Таблица А.1
Размеры в миллиметрах | ||||||||
Номер крестообразной рабочей части | ±0,005 | , не менее | ±0,025 | ,не более | ±0,005 | -0,02 | -15' | +15' |
0 | 0,419 | 3,0 | 0,254 | 2,38 | 0,284 | 0,29 | - | 7° |
1 | 0,648 | 4,5;4,0 | 0,493 | 0,49 | 138° | |||
2 | 1,156 | 6,0 | 3,97 | 0,769 | 1,08 | 140° | 5°45' | |
3 | 1,918 | 8,0 | 6,34 | 1,257 | 2,07 | 146° | ||
4 | 2,553 | 10,0 | 7,94 | 1,804 | 2,71 | 153° | 7° | |
* При наклоне ребер конца отвертки 53° и 142°. | ||||||||
А.2 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа PZ должны соответствовать указанным на рисунке А.2 и в таблице А.2.При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значений ( минус ).
______________* Допустимая форма при электроэрозионной обработке.
Рисунок А.2
Таблица А.2
Размеры в миллиметрах | ||||||||||||||
Номер кресто- образной рабочей части | +0,01 | -0,01 | -0,01 | +0,01 | +0,01 | ,не более | +0,05 | +10' | +10' | +10' | +10' | |||
0 | 1,635 | 0,47 | 0,485 | 2,5 | 1,55 | 1,30 | 0,92 | 0,82 | 0,07 | 0,1 | 7°00' | 7°35' | 4°13' | 45°55' |
1 | 2,215 | 0,74 | 0,775 | 3,47 | 2,03 | 1,78 | 1,40 | 1,23 | 0,10 | 0,12 | ||||
2 | 3,135 | 1,03 | 1,080 | 5,64 | 3,16 | 2,91 | 2,42 | 1,84 | 5°45' | 6°10' | 2°50' | |||
3 | 4,255 | 1,41 | 1,490 | 8,02 | 4,01 | 3,76 | 3,94 | 2,67 | 0,15 | 0,15 | 56°10' | |||
4 | 6,565 | 2,13 | 2,195 | 10,67 | 5,41 | 5,16 | 5,16 | 4,04 | 7°00' | 7°35' | 4°13' | |||
Электронный текст документаподготовлен ЗАО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2010
docs.cntd.ru
ГОСТ Р 52785-2007 Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. Размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р 52785- 2007 (ИСО 8764-1:2004 |
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ РАБОЧАЯ ЧАСТЬ
Размеры
ISO 8764-1:2004
Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 1: Driver tips (MOD)
|
|
Москва Стандартинформ 2008 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ОАО «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2007 г. № 348-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-1:2004 «Слесарно-монтажный инструмент для винтов и шурупов. Отвертки для винтов и шурупов с крестообразным шлицем. Часть 1. Рабочая часть » (ISO 8764-1:2004 «Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Parti: Driver tips», MOD). При этом раздел 3 и приложение А полностью идентичны разделам 3 и 5 ИСО 8764-1:2004.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
C одержание
|
1 Область применения 2 Нормативные ссылки 3 Типы и основные размеры 4 Контроль размеров Приложение А (обязательное) Размеры комплексных калибров |
ГОСТ Р 52785-2007 (ИСО 8764-1:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ РАБОЧАЯ ЧАСТЬ
Screwdrivers for fitting and assembling for recessed screws and wood screws. Working part. Dimensions
Дата введения - 2009-01-01
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем и устанавливает размеры их рабочей части.
В настоящем стандарте использована ссылка на следующий межгосударственный стандарт:
ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Рабочую часть отверток следует изготовлять следующих типов:
РН - для шлицев типа Н по ГОСТ 10753;
PZ - для шлицев типа Z по ГОСТ 10753.
3.2 Основные размеры рабочей части отверток должны соответствовать указанным на рисунках 1 и 2 и в таблицах 1 и 2.
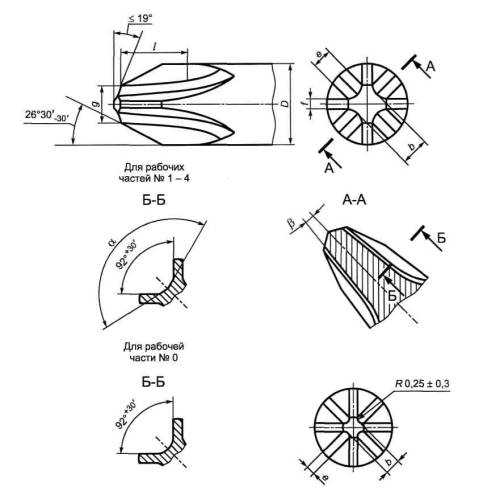
Рисунок 1 - Отвертки типа РН
Таблица 1
Размеры в миллиметрах|
Номер крестообразной рабочей части |
D |
b -0,5 |
е |
f |
g -0,5 |
l , не менее |
α +30' |
β -30' |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,61 |
0,38 |
-0,09 |
0,31 |
-0,05 |
0,84 |
2,78 |
- |
7°00' |
|
1 |
4,5; 4,0 |
1,03 |
0,54 |
-0,05 |
0,53 |
1,30 |
138° |
|||
|
2 |
6,0 |
1,56 |
1,13 |
0,64 |
2,31 |
4,37 |
140° |
5°45' |
||
|
3 |
8,0 |
2,52 |
2,12 |
0,81 |
-0,08 |
3,84 |
6,74 |
146° |
||
|
4 |
10,0 |
3,60 |
2,76 |
1,12 |
5,11 |
8,34 |
153° |
7°00' |
||
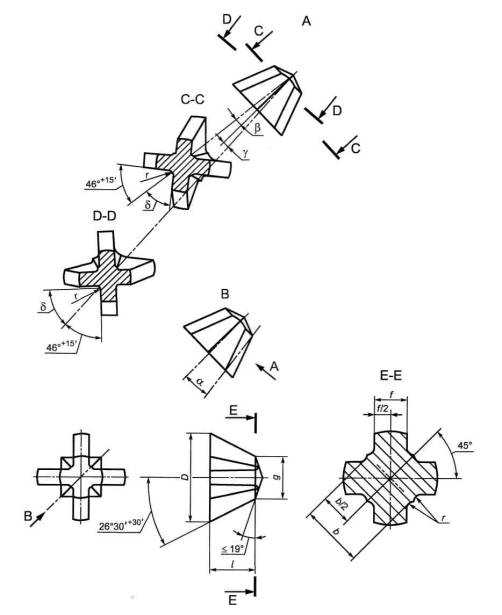
Рисунок 2 - Отвертки типа PZ
Таблица 2
Размеры в миллиметрах|
Номер крестообразной рабочей части |
D |
d |
f |
g |
l , не менее |
r |
α -30' |
β -30' |
γ -30' |
δ -15' |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,78 |
-0,08 |
0,45 |
-0,03 |
0,92 |
-0,03 |
1,54 |
0,10 |
-0,03 |
7°00' |
8° 15' |
4°53' |
46°15' |
|
1 |
4,5; 4,0 |
1,19 |
0,71 |
1,40 |
2,02 |
0,13 |
||||||||
|
2 |
6,0 |
1,78 |
1,00 |
-0,05 |
2,44 |
-0,05 |
3,17 |
0,30 |
-0,15 |
5°45' |
6°50' |
3°30' |
||
|
3 |
8,0 |
2,65 |
-0,10 |
1,38 |
3,96 |
4,00 |
0,36 |
-0,16 |
56°30' |
|||||
|
4 |
10,0 |
4,02 |
2,10 |
5,18 |
5,40 |
0,51 |
-0,15 |
7°00' |
8°15' |
4°53' |
||||
Соответствие размеров по 3.2 следует определять либо прямым измерением, либо посредством применения соответствующих комплексных калибров для контроля крестообразной рабочей части отверток.
Размеры комплексных калибров для контроля крестообразной рабочей части отверток типов РН и PZ в соответствии с приложением А.
А.1 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа РН должны соответствовать указанным на рисунке А.1 и в таблице А.1.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значения с.
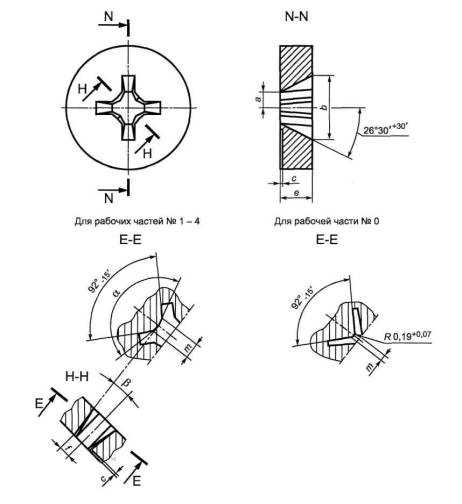
Рисунок А.1
Таблица А.1
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
а + 0,005 |
d , не менее |
с * ± 0,025 |
е , не более |
f ± 0,005 |
т -0,02 |
α -15' |
β +15' |
|
0 |
0,419 |
3,0 |
0,254 |
2,38 |
0,284 |
0,29 |
- |
7° |
|
1 |
0,648 |
4,5; 4,0 |
0,493 |
0,49 |
138° |
|||
|
2 |
1,156 |
6,0 |
3,97 |
0,769 |
1,08 |
140° |
5°45' |
|
|
3 |
1,918 |
8,0 |
6,34 |
1,257 |
2,07 |
146° |
||
|
4 |
2,553 |
10,0 |
7,94 |
1,804 |
2,71 |
153° |
7° |
|
|
* При наклоне ребер конца отвертки 53° и 142°. |
||||||||
А.2 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа PZ должны соответствовать указанным на рисунке А.2 и в таблице А.2.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значений ( i минус k ).
____________
* Допустимая форма при электроэрозионной обработке.
Рисунок А.2
Таблица А.2
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
d |
f 1 +0,01 |
f 2 |
d |
i -0,01 |
k -0,01 |
t +0,01 |
f +0,01 |
r, не более |
r 1 +0,05 |
α +10' |
β +10' |
γ +10' |
δ +10' |
|
0 |
1,635 |
0,47 |
0,485 |
2,5 |
1,55 |
1,30 |
0,92 |
0,82 |
0,07 |
0,1 |
7°00' |
7°35' |
4°13' |
45°55' |
|
1 |
2,215 |
0,74 |
0,775 |
3,47 |
2,03 |
1,78 |
1,40 |
1,23 |
0,10 |
0,12 |
||||
|
2 |
3,135 |
1,03 |
1,080 |
5,64 |
3,16 |
2,91 |
2,42 |
1,84 |
5°45' |
6°10' |
2°50' |
|||
|
3 |
4,255 |
1,41 |
1,490 |
8,02 |
4,01 |
3,76 |
3,94 |
2,67 |
0,15 |
0,15 |
56°10' |
|||
|
4 |
6,565 |
2,13 |
2,195 |
10,67 |
5,41 |
5,16 |
5,16 |
4,04 |
7°00' |
7°35' |
4°13' |
Ключевые слова: отвертки, шлицы, калибры
Похожие документы
znaytovar.ru
ГОСТ Р 52785-2007 Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. Размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р 52785- 2007 (ИСО 8764-1:2004 |
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ РАБОЧАЯ ЧАСТЬ
Размеры
ISO 8764-1:2004
Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 1: Driver tips (MOD)
|
|
Москва Стандартинформ 2008 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ОАО «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2007 г. № 348-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-1:2004 «Слесарно-монтажный инструмент для винтов и шурупов. Отвертки для винтов и шурупов с крестообразным шлицем. Часть 1. Рабочая часть » (ISO 8764-1:2004 «Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Parti: Driver tips», MOD). При этом раздел 3 и приложение А полностью идентичны разделам 3 и 5 ИСО 8764-1:2004.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
C одержание
|
1 Область применения 2 Нормативные ссылки 3 Типы и основные размеры 4 Контроль размеров Приложение А (обязательное) Размеры комплексных калибров |
ГОСТ Р 52785-2007 (ИСО 8764-1:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ РАБОЧАЯ ЧАСТЬ
Screwdrivers for fitting and assembling for recessed screws and wood screws. Working part. Dimensions
Дата введения - 2009-01-01
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем и устанавливает размеры их рабочей части.
В настоящем стандарте использована ссылка на следующий межгосударственный стандарт:
ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Рабочую часть отверток следует изготовлять следующих типов:
РН - для шлицев типа Н по ГОСТ 10753;
PZ - для шлицев типа Z по ГОСТ 10753.
3.2 Основные размеры рабочей части отверток должны соответствовать указанным на рисунках 1 и 2 и в таблицах 1 и 2.
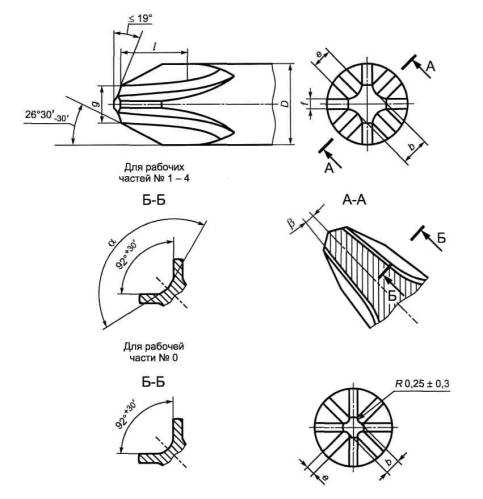
Рисунок 1 - Отвертки типа РН
Таблица 1
Размеры в миллиметрах|
Номер крестообразной рабочей части |
D |
b -0,5 |
е |
f |
g -0,5 |
l , не менее |
α +30' |
β -30' |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,61 |
0,38 |
-0,09 |
0,31 |
-0,05 |
0,84 |
2,78 |
- |
7°00' |
|
1 |
4,5; 4,0 |
1,03 |
0,54 |
-0,05 |
0,53 |
1,30 |
138° |
|||
|
2 |
6,0 |
1,56 |
1,13 |
0,64 |
2,31 |
4,37 |
140° |
5°45' |
||
|
3 |
8,0 |
2,52 |
2,12 |
0,81 |
-0,08 |
3,84 |
6,74 |
146° |
||
|
4 |
10,0 |
3,60 |
2,76 |
1,12 |
5,11 |
8,34 |
153° |
7°00' |
||
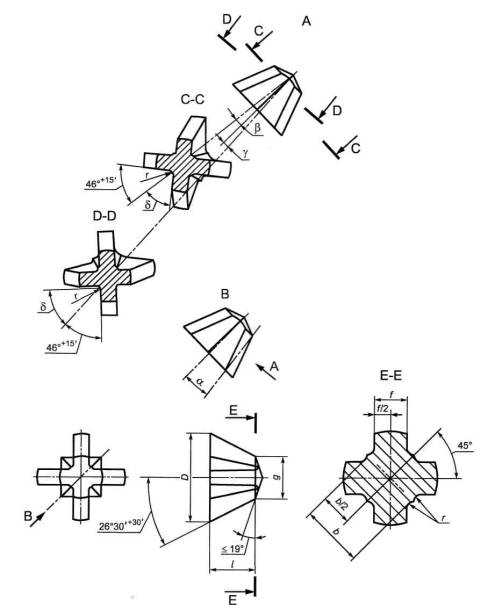
Рисунок 2 - Отвертки типа PZ
Таблица 2
Размеры в миллиметрах|
Номер крестообразной рабочей части |
D |
d |
f |
g |
l , не менее |
r |
α -30' |
β -30' |
γ -30' |
δ -15' |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
0 |
3,0 |
0,78 |
-0,08 |
0,45 |
-0,03 |
0,92 |
-0,03 |
1,54 |
0,10 |
-0,03 |
7°00' |
8° 15' |
4°53' |
46°15' |
|
1 |
4,5; 4,0 |
1,19 |
0,71 |
1,40 |
2,02 |
0,13 |
||||||||
|
2 |
6,0 |
1,78 |
1,00 |
-0,05 |
2,44 |
-0,05 |
3,17 |
0,30 |
-0,15 |
5°45' |
6°50' |
3°30' |
||
|
3 |
8,0 |
2,65 |
-0,10 |
1,38 |
3,96 |
4,00 |
0,36 |
-0,16 |
56°30' |
|||||
|
4 |
10,0 |
4,02 |
2,10 |
5,18 |
5,40 |
0,51 |
-0,15 |
7°00' |
8°15' |
4°53' |
||||
Соответствие размеров по 3.2 следует определять либо прямым измерением, либо посредством применения соответствующих комплексных калибров для контроля крестообразной рабочей части отверток.
Размеры комплексных калибров для контроля крестообразной рабочей части отверток типов РН и PZ в соответствии с приложением А.
А.1 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа РН должны соответствовать указанным на рисунке А.1 и в таблице А.1.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значения с.
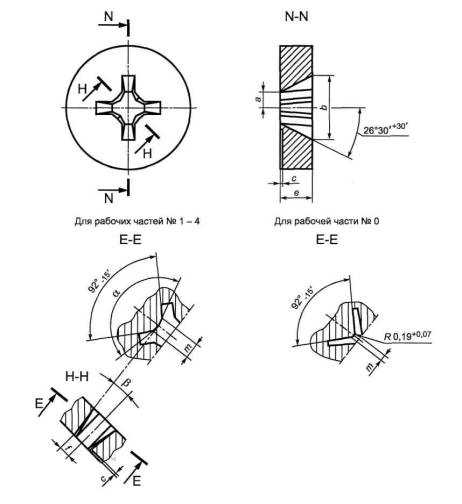
Рисунок А.1
Таблица А.1
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
а + 0,005 |
d , не менее |
с * ± 0,025 |
е , не более |
f ± 0,005 |
т -0,02 |
α -15' |
β +15' |
|
0 |
0,419 |
3,0 |
0,254 |
2,38 |
0,284 |
0,29 |
- |
7° |
|
1 |
0,648 |
4,5; 4,0 |
0,493 |
0,49 |
138° |
|||
|
2 |
1,156 |
6,0 |
3,97 |
0,769 |
1,08 |
140° |
5°45' |
|
|
3 |
1,918 |
8,0 |
6,34 |
1,257 |
2,07 |
146° |
||
|
4 |
2,553 |
10,0 |
7,94 |
1,804 |
2,71 |
153° |
7° |
|
|
* При наклоне ребер конца отвертки 53° и 142°. |
||||||||
А.2 Размеры комплексного калибра для контроля крестообразной рабочей части отверток типа PZ должны соответствовать указанным на рисунке А.2 и в таблице А.2.
При контроле крестообразной рабочей части отверток комплексным калибром выступание конца рабочей части должно быть в пределах значений ( i минус k ).
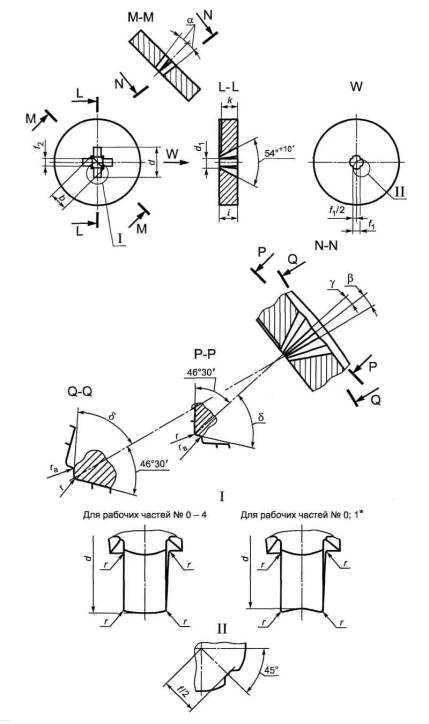
____________
* Допустимая форма при электроэрозионной обработке.
Рисунок А.2
Таблица А.2
Размеры в миллиметрах
|
Номер крестообразной рабочей части |
d |
f 1 +0,01 |
f 2 |
d |
i -0,01 |
k -0,01 |
t +0,01 |
f +0,01 |
r, не более |
r 1 +0,05 |
α +10' |
β +10' |
γ +10' |
δ +10' |
|
0 |
1,635 |
0,47 |
0,485 |
2,5 |
1,55 |
1,30 |
0,92 |
0,82 |
0,07 |
0,1 |
7°00' |
7°35' |
4°13' |
45°55' |
|
1 |
2,215 |
0,74 |
0,775 |
3,47 |
2,03 |
1,78 |
1,40 |
1,23 |
0,10 |
0,12 |
||||
|
2 |
3,135 |
1,03 |
1,080 |
5,64 |
3,16 |
2,91 |
2,42 |
1,84 |
5°45' |
6°10' |
2°50' |
|||
|
3 |
4,255 |
1,41 |
1,490 |
8,02 |
4,01 |
3,76 |
3,94 |
2,67 |
0,15 |
0,15 |
56°10' |
|||
|
4 |
6,565 |
2,13 |
2,195 |
10,67 |
5,41 |
5,16 |
5,16 |
4,04 |
7°00' |
7°35' |
4°13' |
Ключевые слова: отвертки, шлицы, калибры
Еще документы скачать бесплатно
www.gosthelp.ru










Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
